- Laser cutting
-
 SMART Compact X
SMART Compact X
 SMART Compact X
SMART Compact X
The SMART Compact X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL offers a straightforward and highly cost-effective entry into 2D laser cutting. It is the perfect solution for companies looking for a reliable entry-level solution for typical cutting tasks—with a focus on an attractive investment.



-
 SMART Cube X
SMART Cube X
 SMART Cube X
SMART Cube X
The SMART Cube X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is the ideal solution for compact laser cutting. It combines efficiency with minimal space requirements and enables the production of high-precision parts. The series is available in working areas ranging from 1,000 x 2,000 to 1,500 x 3,000 mm and can be equipped with laser sources with a power output of up to 12 kW.
-
 SmartLINE X
SmartLINE X
 SmartLINE X
SmartLINE X
The SmartLINE X from MicroStep Europa and ACCURL is the powerful yet affordable choice for companies that require precise and economical 2D laser cutting with consistently high quality. With an acceleration of 2G and a traverse speed of up to 140,000 mm/min, the series combines dynamic motion profiles with stable process control – ideal for efficient cutting processes in daily operation.
-
 MasterLINE X
MasterLINE X
 MasterLINE X
MasterLINE X
The MasterLINE X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is an ultra-powerful system for high-quality 2D and 3D laser cutting. With an acceleration of 3G and a traverse speed of up to 180,000 mm/min, the system sets new standards in efficiency! The series is available in working areas ranging from 3,000 x 1,500 to 8,000 x 2,500 mm and can be equipped with laser sources with a power output of up to 60 kW.

-
 SMART Giant X
SMART Giant X
 SMART Giant X
SMART Giant X
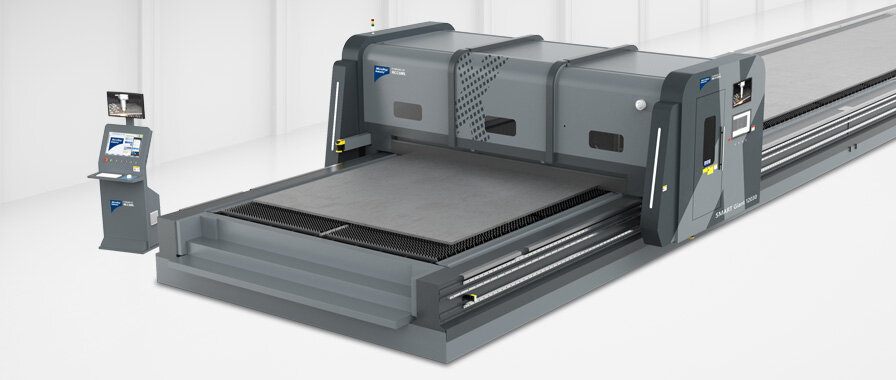
The SMART Giant X is the large-format fiber laser system for maximum efficiency and autonomy! Equipped with a 12–60 kW laser, the SMART Giant X enables precise cuts even on thicker materials with minimal operating effort.
-
 TubeLINE
TubeLINE
 TubeLINE
TubeLINE
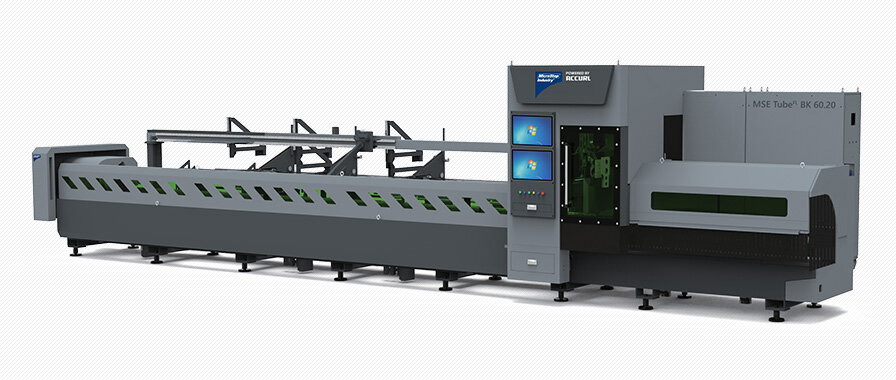
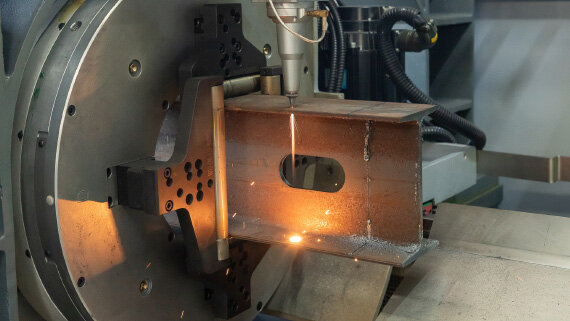
The TubeLINE fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is a reliable system for high-quality and fast 2D and 3D laser cutting of tubes, pipes, profiles and beams. Depending on the version, an extremely high degree of automation and an output of up to 20 kW is possible. This means that the finest contours and openings as well as precise bevel cuts can be realized.






-
 MSF Compact
MSF Compact
 MSF Compact series
MSF Compact series
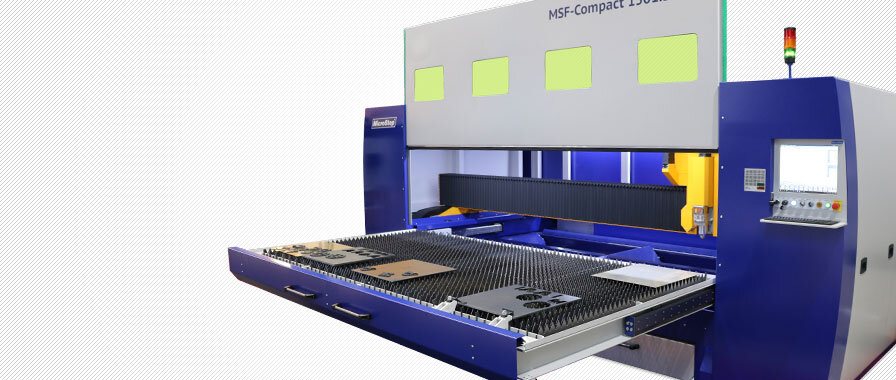
The MSF Compact combines precise 2D laser cutting with compact design. The series is available in work areas from 1,000 x 2,000 mm to 1,500 x 3,000 mm and impresses above all with its small footprint and the usual high cutting quality. A manually extractable cutting table allows easy and uncomplicated loading and unloading.

-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
The reliable fiber laser cutting machine for high-precision 2D cutting applications is available in three system formats with laser sources up to 15 kW – including an automatic shuttle table system as standard. The MSF Cut is a powerful production assistant to fulfill all standard tasks of fiber laser technology in a highly productive and high-quality configuration. Optionally, the laser cutting system can be further automated by MicroStep's material handling systems MSLoad, MSSort and MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro series
MSF Pro series
High speed and flexibility in 3D: the precise all-rounder MSF Pro is a world debut in terms of multifunctionality. No other laser system offers such a degree of vertical integration for sheet metal processing. Pipes and profiles can also be cut optionally.



-
 MSF Max
MSF Max
 MSF Max series
MSF Max series
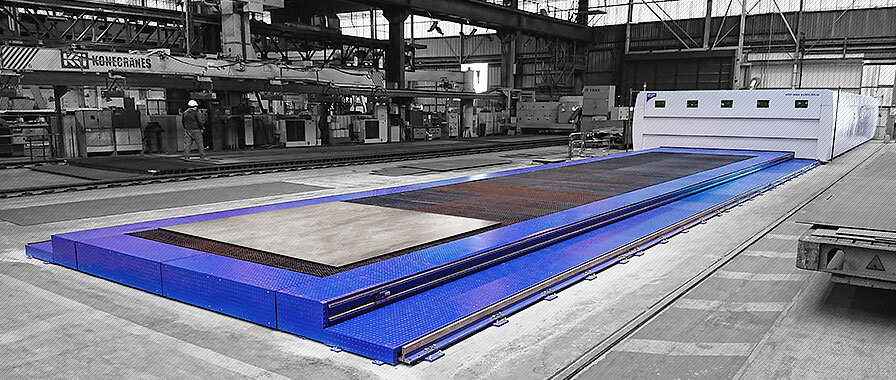
The MSF Max is the giant among fiber laser cutting solutions. Developed for processing large-format sheet metal for shipbuilding, it enables precise high-speed 3D processing of flat material. Thanks to the moving safety cabin, a work area size of up to 50 m length and 6 m width is available.
- Know-how
Laser cutting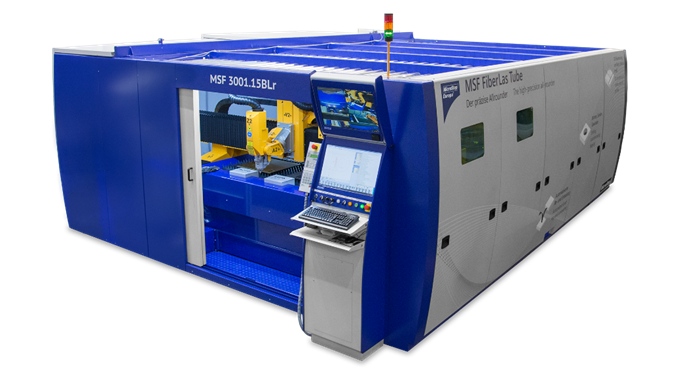 Know-how - Laser cutting machines
Know-how - Laser cutting machinesLaser cutting machines are the right solution when it comes to precise cutting with minimum time expenditure. State-of-the-art laser cutting systems combine precision, speed and maximum multifunctionality.
-
- Plasma cutting
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Compact, flexible and versatile: the MasterCut Compact is available as a complete package with plasma source and filter system. The cutting system stands for excellent cutting quality in plasma cutting and is also available with bevel cutting head for weld edge preparation.
-
 MasterCut
MasterCut
 The MasterCut series
The MasterCut series
The MasterCut series is a flexible and robust 3D cutting system for almost any cutting task. It allows cross-technology work processes (flatbed, pipe & profile processing, oxyfuel, marking) and impresses with absolute reliability even in three-shift operation.
-
 MG
MG
 MG series
MG series
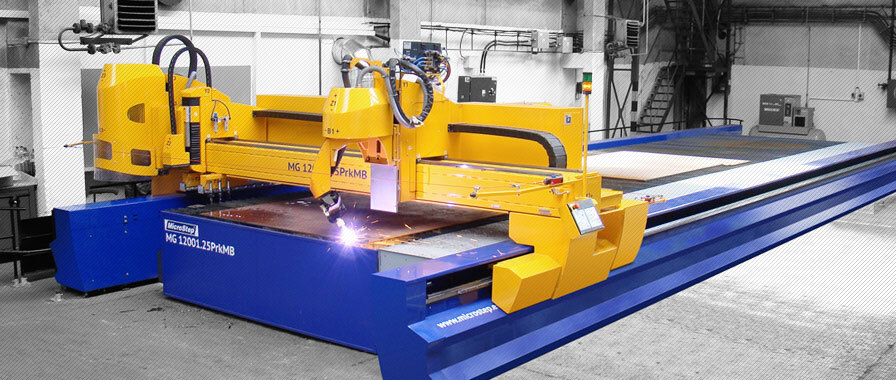
The top product among the MicroStep cutting machines. It is built for permanent use in industry and meets the highest requirements for precision, performance and operability. The MG series is MicroStep's all-rounder and is a pioneer in the industry when it comes to multifunctionality and process reliability.

-
 DRM
DRM
 The DRM series
The DRM series
The DRM series is the strong specialist and, thanks to its enormous vertical integration, the cutting solution for almost every task. The plasma cutting system enables 3D processing of sheets, pipes, profiles & domes with extraordinary dimensions.
-
 CombiCut
CombiCut
 The CombiCut series
The CombiCut series
The CombiCut series is the right solution for all temperature ranges and environmental variables. A wide range of technologies (multi-torch operation, bevel cutting, drilling, marking) can be combined on this extremely resistant system.
-
 DS
DS
 The DS series
The DS series
The DS series is an automatic time and cost efficient process line for the processing of sheet metal and profiles. It is designed to be able to apply highly efficient holes and taps on flat material and square or rectangular profiles and to cut them using plasma or oxyfuel technology.
-
 CPCut & PipeCut
CPCut & PipeCut
 The CPCut & PipeCut series
The CPCut & PipeCut series
The cutting solution for pipes and profiles was developed for workpieces with large diameters and lengths. The CPCut & PipeCut series enables 3D processing of pipes and all common profile shapes with unit weights of up to 12 tons and can also be equipped with several torches (plasma, oxyfuel).
-
 ProfileCut
ProfileCut
 The ProfileCut series
The ProfileCut series
The ProfileCut series is a true all-rounder in beam processing. Thanks to its robust construction and the generous work area, 3D profile & beam processing is possible up to 1,000 mm in height and 24 m in length. The use of the 120° bevel cutting head or a drilling support guarantees full flexibility.
- Know-how
Plasma cutting Know-how - Plasma cutting system
Know-how - Plasma cutting systemCNC plasma cutting systems convince with economical and precise cuts and are unrivalled, especially for medium material thicknesses. Modern plasma cutting machines combine efficiency, lasting performance and multifunctionality.
-
- Oxyfuel cutting
-
MasterCut
The MasterCut series
The MasterCut series is a flexible and robust 3D cutting system for almost any cutting task. It allows cross-technology work processes (flatbed, pipe & profile processing, oxyfuel, marking) and impresses with absolute reliability even in three-shift operation.
-
 EasyCut
EasyCut
 The EasyCut series
The EasyCut series
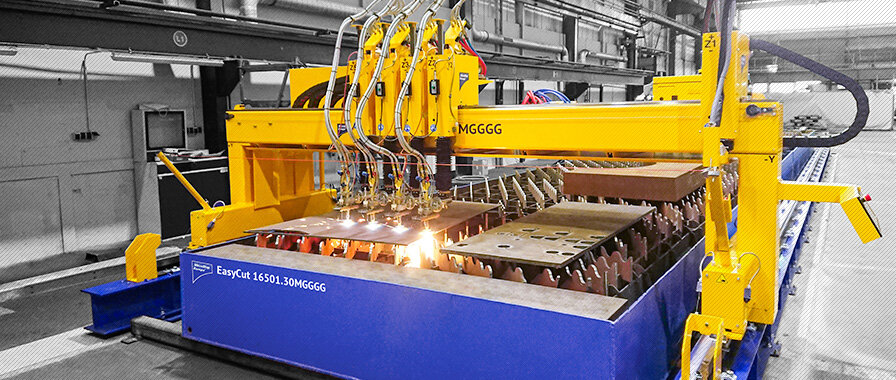
The EasyCut series stands for modern oxyfuel cutting at the highest level. It is the ideal system for precise and cost-effective oxyfuel cuts up to 300 mm and impresses with its robust, simple and maintenance-friendly design.
-
CombiCut
The CombiCut series
The CombiCut series is the right solution for all temperature ranges and environmental variables. A wide range of technologies (multi-torch operation, bevel cutting, drilling, marking) can be combined on this extremely resistant system.
- Know-how
Oxyfuel cutting Know-how - Flame cutting system
Know-how - Flame cutting systemFlame cutting machines convince by their robust construction, precision and performance with large material thicknesses.
-
- Waterjet cutting
-
 WaterCut
WaterCut
 The WaterCut series
The WaterCut series
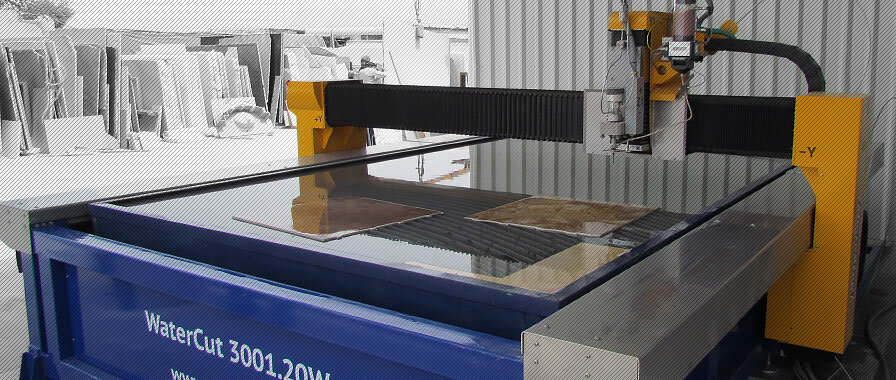
The WaterCut is a high-precision, reliable and compact waterjet cutting solution that allows 2D and 3D cutting of almost any material – without thermal impact.
-
 AquaCut
AquaCut
 The AquaCut series
The AquaCut series
Highest precision without thermal effects: the AquaCut waterjet cutting system was developed for these cutting requirements of almost all materials. The machine can be equipped with a 5-axis waterjet rotator or combined with a plasma or drilling unit.
- Know-how
Waterjet cutting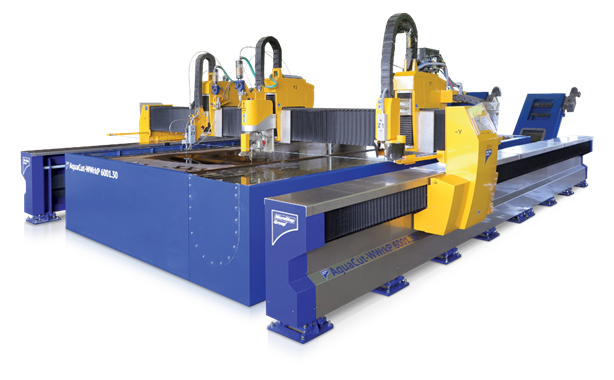 Know-how - Waterjet cutting machine
Know-how - Waterjet cutting machineWaterjet cutting systems are used when thermal influences on the material are unwanted and highest precision is required. They convince with flexible processing options for a multitude of cutting tasks on a wide variety of materials.
-
- Press brakes
-
 SMART
SMART
 SMART series
SMART series
The SMART series from MicroStep Europa and our technology partner ACCURL offers a cost-effective CNC press brake with a wide range of functions and options. In addition, material handling to and from the system can be automated in combination with a robot.

-
 eB ULTRA
eB ULTRA
 eB ULTRA series
eB ULTRA series
The 100% electric press brake of the eB ULTRA series from MicroStep Europa and our technology partner ACCURL is economical to purchase and works accurately and reliably.
-
 EuroMaster
EuroMaster
 EuroMaster series
EuroMaster series
Economical, precise and reliable: Press brakes from the EuroMaster series from MicroStep Europa and our technology partner ACCURL offer a great deal of flexibility in terms of pressing force and working area, for example, at a manageable investment cost. A system series that can also be excellently automated!
-
 GeniusPlus
GeniusPlus
 GeniusPlus series
GeniusPlus series
The GeniusPlus series from MicroStep Europa and our technology partner ACCURL can be tailored extremely flexibly to the respective customer requirements in terms of bending force, bending length and equipment. The series is also ideally suited for use as a tandem or tridem solution. In addition, material handling to and from the system can be automated in combination with a robot.

- Know-how
Press brakes Know-how - press brakes
Know-how - press brakesMicroStep Industry's bending technology offers the highest precision and process reliability, is equipped throughout with high-quality components and can be almost fully automated.
-
- Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Solutions for loading, unloading and storage of sheets or sorting of cut parts: With the MicroStep technologies MSLoad, MSTower, MSSort you automate your cutting systems and get the absolute maximum out of it.



-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalization
Digitalization Digitalization
Digitalization
With MicroStep systems, you are already well prepared today for the networked production of the future. Our experts are happy to advise you – let us take the step into the future together!
- Know-how
Automation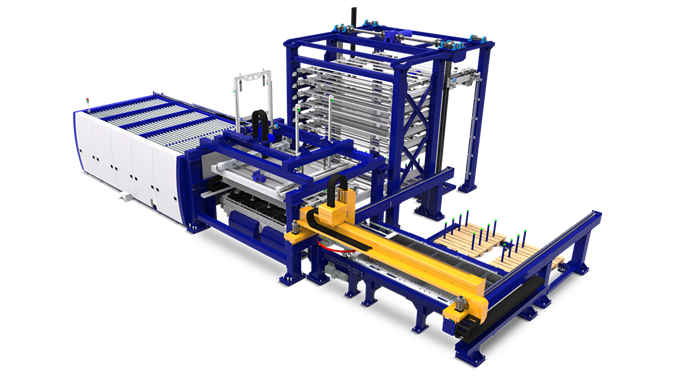 Know-how - Automation technologies
Know-how - Automation technologiesAutomation technologies are an important factor in creating efficient production processes. With suitable material handling systems, for example, the utilization and, as a result, the output of a processing machine can be maximized.
-
- Expert know-how




 Your Partner for Cutting, Bending and Automation
Contact
Your Partner for Cutting, Bending and Automation
Contact
Laser cutting | Info on laser technology
What is laser cutting?
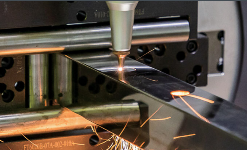
Laser cutting is a thermal cutting process. A laser beam is used to melt or vaporize the material, which is blown away downwards by a gas stream immediately after it is created.
Laser cutting is divided into three different variants: Laser beam fusion cutting, laser beam flame cutting and laser beam sublimation cutting and is primarily used where, for example, metal and steel in relatively thin material thicknesses need to be cut with the highest precision and at the highest possible processing speed. In addition to a wide variety of metals, other different materials such as wood or plastic can also be processed with this technology at high cutting speeds.
- What is laser cutting?
- Advantages of laser cutting
- Everything at a glance
- Latest news
- Where is laser cutting used?
- Pros and cons of laser cutting
- Solid-state laser compared to CO2 laser
- Advantages and disadvantages of the fiber laser
- Laser cutting process
- Cutting range
- Laser components
- Laser technology
- Components processed with laser
- Expert interview
- FAQ

Everything at a glance
- Laser cutting can be used to cut parts from a wide variety of materials, such as metal, wood or rubber, with very high precision.
- To date, laser cutting technology has mainly been used in the smaller and medium thickness range – however, the continuous development of laser technology is making it possible to process ever thicker materials.
- There are different types of high-power lasers – the most commonly used are CO2 lasers (gas lasers) and fiber lasers (solid-state lasers).
- Decisive advantages of the fiber laser are the cost savings for operation and maintenance as well as highly effective laser sources.
- The laser consists of three basic parts: Energy source, laser medium, resonator.
- Laser cutting is used in various industries, such as the automotive industry, mechanical engineering and precision mechanics.
Laser cutting machines from MicroStep Europa

SMART Compact X
The SMART Compact X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL offers a straightforward and highly cost-effective entry into 2D laser cutting. It is the perfect solution for companies looking for a reliable entry-level solution for typical cutting tasks—with a focus on an attractive investment.
SMART Compact X
SMART Cube X
The SMART Cube X combines maximum precision and efficiency with minimal space requirements. The series can be equipped with laser sources up to 12 kW and is the ideal solution for compact laser cutting.
SMART Cube X
SmartLINE X
The SmartLINE X from MicroStep Europa and ACCURL is the powerful yet affordable choice for companies that require precise and economical 2D laser cutting. The system is available in working areas ranging from 1,500 × 3,000 mm to 2,500 × 6,000 mm and can be equipped with fiber laser sources with a power output of up to 20 kW.
SmartLINE X
MasterLINE X
The MasterLINE X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is an ultra-powerful system for high-quality 2D and 3D laser cutting. The series can be equipped with laser sources up to 60 kW and is already well equipped for the manufacturing of the future!
MasterLINE X
SMART Giant X
The SMART Giant X is the large-format fiber laser system for maximum efficiency and autonomy! Equipped with a 12–60 kW laser, the SMART Giant X enables precise cuts even on thicker materials with minimal operating effort.
SMART Giant X
TubeLINE
High-quality 2D and 3D laser cutting of tubes, pipes, profiles and beams. With the TubeLINE, the finest contours and openings as well as precise bevel cuts can be realized. Depending on the version, the system has an extremely high degree of automation.
TubeLINE
MSF Compact
The MSF Compact combines precise 2D laser cutting with a compact design. The series impresses above all with its small footprint and the usual high cutting quality of the laser cutting system. A manually extractable cutting table enables simple and uncomplicated loading and unloading.
MSF Compact
MSF Cut
Reliable and process-safe: this is what characterizes the MSF Cut series. The efficient production assistant is the ideal solution for standard 2D tasks and can be equipped with laser sources up to 15 kW.
MSF Cut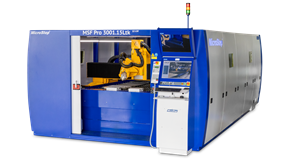
MSF Pro
High speed and flexibility in 3D: the precise all-rounder MSF Pro is a pioneer among laser cutting machines in terms of multifunctionality. No other laser system offers such a high degree of vertical integration for sheet metal processing. Pipes and profiles can optionally also be cut.
MSF Pro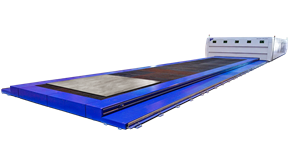
MSF Max
The MSF Max is the giant among laser cutting systems. Developed for processing large-format sheet metal for shipbuilding, it enables precise 3D high-speed processing of flat material. Thanks to the traveling safety cabin, a working area of up to 50 m in length and 6 m in width is available for the laser machine.
MSF Max




Laser cutting machines are the right solution when it comes to precise cutting with minimum time expenditure. State-of-the-art laser cutting systems combine precision, speed and maximum multifunctionality.
Where is laser cutting used?
Due to the highly focused laser radiation and the high traverse speed, the thermal input into the material is limited to a narrowly defined area. This means that the components do not deform as much during laser cutting, which results in very high precision.
Laser cutting is mainly used in the automotive industry, in precision engineering, the semiconductor industry or by manufacturers of optical instruments. This cutting technology is used in all industrial sectors dealing with metalworking and cutting technology in general. The materials to be processed range from rubber to diamond stone. This cutting technology is mainly used for steel sheets of all types and grades, for stainless steel sheets and for non-ferrous metals such as aluminium and brass. Other suitable materials for laser cutting are titanium, plexiglass or acrylic glass, wood or bronze.
Laser cutting technology is predestined for use on a CNC cutting system. Modern laser cutting systems combine the advantages of the laser with the possibility of multifunctional processing on a CNC machine. Today's CNC lasers offer a wide range of configuration options for processing sheet metal, pipes and profiles. Thus cutting, drilling, tapping, countersinking, marking or bevel cutting – for example for weld edge preparation – is possible on one cutting machine.
Pro laser cutting
- High precision and quality when cutting different materials
- Cutting of small holes, acute angles and complex contours
- High processing speed in the thin sheet area enables the processing of large quantities
- Very good automation capability
- Extremely low heat input, virtually no distortion of the workpieces
- Very small kerf width
Contra laser cutting
- Not all materials can be cut with a laser
- Material grades and surface properties can influence the cutting result
- Unsuitable if no thermal impact on the material is permitted
- Relatively high start-up costs depending on the machine design
Solid-state laser compared to CO2 laser
There are different versions of focused high-power lasers that are used in laser beam cutting. The most frequently used are the CO2 laser (a gas laser) or the fiber laser (solid-state laser). The CO2 laser is the more established cutting technology and has been used successfully for many decades. For some years now, however, the gas laser has been increasingly competing with the fiber laser. This special form of solid-state laser is particularly convincing due to its high efficiency compared to the well-known cutting system. The Nd:YAG laser, which like the fiber laser belongs to the group of solid-state lasers, is also becoming increasingly important in laser cutting. However, it is mainly used for micro-drilling and welding.
Compared to CO2 lasers (carbon dioxide lasers), fiber lasers have significantly lower operating and maintenance costs. Thanks to the most modern and sophisticated technologies, they are at least on par with established lasers in terms of precision with different material thicknesses. However, the fiber laser is being used more and more frequently in laser cutting technology and is competing with the CO2 laser. Compared to the still dominant CO2 lasers, solid-state fiber lasers score with a number of strengths – first and foremost with the cost factor. Thanks to modern and sophisticated technologies, even supposed weaknesses can be eliminated. This makes the fiber laser a more than attractive alternative to the existing system.
The CO2 lasers belong to the group of gas lasers and are also called carbon dioxide lasers or carbon dioxide lasers. They are based on a carbon dioxide gas mixture, which is electrically excited. CO2 lasers score with a very good cutting quality and are mainly used for metallic materials but also for non-metallic materials like wood, textiles, plastics, foils, acrylic, glass, paper and leather. In contrast to fiber lasers, carbon dioxide lasers can also be used to process even thicker stainless steel sheets with good cutting quality – even at high feeding speeds. The CO2 laser is the established laser type that has been used for decades and enables high quality with a wide range of material thicknesses. The disadvantage is the comparatively high operating and maintenance costs for the laser gases as well as for consumables working in the laser source. The efficiency is around 10 percent.
The fiber laser, which is a special form of solid-state laser, is on the advance. It scores with its cost-effectiveness, low operating costs and long service life of the wear parts. Thanks to a beam wavelength that is ten times shorter than that of the CO2 laser, the fiber laser is also suitable for cutting materials that are otherwise difficult or impossible for the CO2 laser to cut, especially non-ferrous metals (NF metals). For higher material thicknesses, a variable focus diameter is necessary to compete with the cutting quality of the carbon dioxide laser. The laser sources are also highly effective and consume significantly less input current for the same power. The so-called socket efficiency of the fiber laser is about 40 percent.
Like fiber lasers, Nd:YAG lasers are solid-state lasers and are also known as crystal lasers or vanadate lasers. Nd:YAG laser is the abbreviation for neodymium-doped yttrium-aluminum-garnet laser. A YAG crystal is used as host crystal. This technology is used less for laser cutting, but rather for engraving, welding and micro-drilling. Metals, metals with coatings and plastics are processed with this solid-state laser. In contrast to fiber lasers, however, this cutting technology has a high wearing of pump diodes. In addition, the lifetime of the neodymium-doped YAG crystal is shorter than that of the fiber laser.
Advantages and disadvantages of the fiber laser
The decisive advantage of fiber lasers is obvious: With this solid-state laser, up to half the costs for operation and maintenance of the CNC laser cutting system can be saved. This fact is of course significant for the increasing popularity of this technology. Not only does this cutting technology require no gases for beam paths, but the laser sources are also highly effective: the nominal power of a 4 kW fiber laser (with a cooling device) is about 14 kW compared to 57 kW for a 4 kW-CO2 laser. Several maintenance costs of a carbon dioxide laser are also eliminated: the costs that depend on the life cycle of the discharge tubes or on the turbine in the cooling circuit of the laser gases or the vacuum pump. These account for an enormous part of the comparatively high maintenance costs of the CO2 laser.
There are, however, other physical characteristics that are advantageous to the fiber laser: Thanks to a beam wavelength that is ten times shorter, fiber lasers can achieve a smaller beam diameter (i.e. a higher energy density) at the center of the cutting head – thus thin material can be cut faster than with the CO2 laser. However, the thicker the material, the more this characteristic becomes a disadvantage due to the very thin kerf and a resulting risk of kerf filling with the discharge material (slag).
It is therefore necessary to have a larger focus diameter for cutting thicker materials. In the interest of industrial use, the laser cutting head should be able to change the focus diameter automatically – without the intervention of operating personnel, e.g. by manually changing lenses. In order to meet the versatile requirements of the market – i.e. to enable cutting over the entire material thickness range – MicroStep uses laser cutting heads from leading manufacturers such as Highyag, Precitec and Thermacut, tailored to the customers' needs, for maximum productivity in 2D cutting and bevel cutting of sheet metal, pipes or profiles. Due to the possible fully automatic control of focus position and focus diameter in combination with fast focus movements on the material, materials up to 50 mm thickness and significantly more can be processed with a single fiber laser, depending on the laser source. The cutting heads do not require changing the ocular lens – only the cleaning of the protective glass is part of the operator's tasks.
The quality of fiber laser technology has improved considerably in recent years. Depending on the laser power and material, modern fibre lasers can now cut materials up to 50 mm thick and far beyond. For example, a 20 kW laser enables the precise cutting of mild steel with a thickness of more than 40 mm, stainless steel up to 40 mm, aluminium up to 40 mm, brass up to 25 mm and copper up to 15 mm. However, the available laser power is constantly increasing.
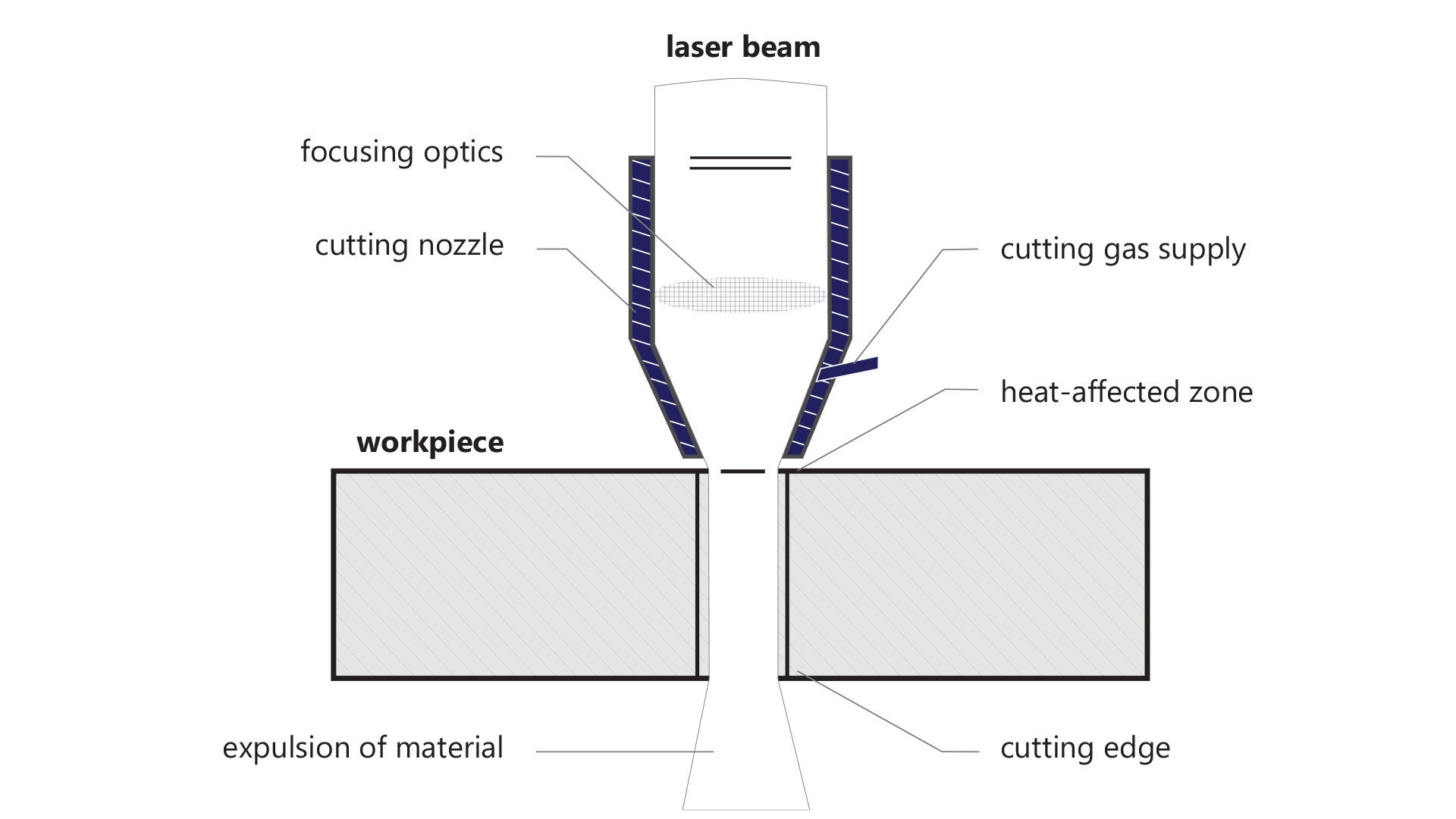
Laser cutting process
- Focusing of the laser beam using optical elements within the cutting head
- Piercing process: Punctiform penetration of the material to be cut
- Start of the cutting process: Absorption of the beam at the cutting front, creating a melt
Cutting range
Laser cutting technology has undergone enormous development in recent years. It is still used mainly in the smaller and smallest thickness range. The cutting range in modern laser cutting is from 0.5 to 50 mm and significantly more, depending on the material and the power of the beam source, with optimum environmental variables.
Laser components
A laser consists of three basic parts:
- Energy source
- Laser medium
- Resonator
The energy source, also called pump or pump source, has the task of "pumping" energy into the system. This creates a population inversion. The source can be electrical, but also light, heat or even another laser. Sufficient energy must be transferred into the laser medium to achieve population inversion – this means that the number of particles in the excited state must be higher than the number of particles in the ground state. The light of the laser is produced by spontaneous emissium in the excited laser medium and is amplified by stimulated emission. The resonator consists of two curved mirrors, one of which is partially transparent. Radiation originating from spontaneous emission and having the correct wavelength, phase and direction is reflected back and forth between them. Part of the radiation escapes as a focused laser beam through the partially transparent mirror and the other part is reflected back for further amplification.
Laser technology
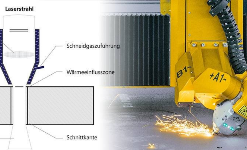
In laser cutting, also known as laser beam cutting or CNC laser cutting, the focused laser beam is absorbed at the cutting front and thus generates a melt and metal vapour which is blown away downwards by a gas stream immediately after it is generated. A cutting gap remains, which can take on any contours depending on the feed direction of the laser beam.




You might also be interested in:







What are the advantages of laser cutting compared to plasma cutting?
Lasers can cut thin materials much faster and with much higher precision than is possible with plasma. Laser cuts are generally nearly vertical and have a much smaller heat-affected zone compared to plasma. Sharp corners, acute angles and complex contours can be cut, as can holes or inner contours with a ratio far smaller than 1 (hole diameter: material thickness).
What are the main components of a fiber laser cutting system?
The main components of a fiber laser cutting system are:
- Gantry system with at least 3 controlled axes (xyz)
- Laser beam source with beam guidance (processing fiber)
- Laser cutting head
- Extraction system with filter technology
- Suitable safety equipment (safety cabin, circuit breaker, etc.)
- Gases for the cutting process (mostly N2, O2 or air)
Which geometries and contours can be cut with laser cutting?
There are virtually no limits to the geometries that can be achieved with laser cutting. Small holes, narrow webs, acute-angled geometries, rounded or curved contours can always be cut with almost perfect right-angled cutting edges. The limiting factor is the optical design of the system, the system itself, and the laser cutting process used.
Which other cutting processes can be combined with laser cutting?
In principle, combinations with all CNC-controllable cutting processes are conceivable (plasma, oxyfuel, waterjet), but there are only a few combinations that have actually been implemented industrially. The reason for this usually lies in the basic properties of the respective cutting processes. For example, a waterjet cutting system requires a water basin, which is disruptive for a laser cutting system, and so on. The use of a water mist in laser cutting, on the other hand, is a well-known way of cooling the material during the cutting process.
Which materials and material thicknesses are suitable for laser cutting?
In todaya’s metal industry, a wide range of different materials (mild steel, stainless steel, aluminum, high-alloy steels, brass, copper, etc.) are cut. The use of beam sources with ever higher laser powers makes it possible to cut even greater meterial thicknesses. High-power laser sources can therefore also be used to cut 50 mm and more. The main area of application for laser cutting systems is in a material thickness range from 1 mm to 25 mm.
Which cutting widths are possible with laser cutting?
The cutting width or the achievable kerf depends on the design of the optical system and the cutting process used (laser beam fusion cutting, laser beam flame cutting and laser beam sublimation cutting). In industrial cutting of metallic sheets, the cutting kerfs are usually between 0.1mm and 2mm.
Which cutting speeds can be achieved with laser cutting?
The achievable cutting speeds in laser cutting are essentially dependent on the laser power and cutting process used. In general, the thicker the material to be cut, the lower the maximum attainable cutting speed. In the thin sheet range (1mm), speeds of up to about 100m/min (laser beam fusion cutting) are possible with the laser cutting systems available today. At 20mm, the speed is significantly lower at about 1m/min (laser flame cutting).
How powerful (in kW) does a laser need to be to cut metal?
With an appropriate configuration of the cutting system, it is already possible to cut thin metallic materials with far less than 100W. Laser cutting systems used in industry today for cutting metal sheets are on average equipped with beam sources having a laser power between 1 and 6kW. The maximum laser power currently used for cutting is around 20kW.
Which materials are unsuitable for laser cutting?
In principle, materials with absorption characteristics that are too low for the respective wavelength of the laser are unsuitable for cutting. Thus, wood and plexiglass on the one hand can be cut with CO2 lasers but not with fiber lasers. On the other hand, it is possible to cut copper and brass with fiber lasers, which is not possible or only with difficulty with CO2 lasers. Also unsuitable for laser cutting are materials that produce toxic dusts and gases during cutting.
What is important to consider for laser cutting of steel?
The cutting result on a laser system depends to a large extent on the material properties of the steel. Significant influence on the cutting quality have material-specific properties such as: alloying elements (carbon, zinc, magnesium, nickel, silicon and chromium), microstructure (graininess of the structure), material surface (e.g. oiled, pickled, scale layer), surface treatment (foil, layers of zinc, paint or primer). The special material properties of the respective steel can have a positive but also a negative influence on the cutting result and thus on the cut edge.
What is the difference between oxyfuel flame cutting and laser flame cutting?
During laser flame cutting, the heat-affected zone at the cut edge is significantly smaller so that a change in the microstructure of the cut edge area is also much smaller. Depending on the thickness of the material cut, this range is a few tenths. Material distortion due to the cutting process can be almost completely ruled out with the laser. The cut edge is burr-free and vertical with laser flame cutting; almost any contour can be cut with contour accuracy (without rounding). Due to the fact that ever greater laser power is being used for laser flame cutting, the material thickness limit up to which laser flame cutting is usually used is also shifting. Whereas it used to be 30 mm, material thicknesses of 40 mm or 50 mm are now possible. Oxyfuel flame cutting is used from a material thickness of 30 mm.
 Dipl.-Ing. Matthias Korn
Dipl.-Ing. Matthias Korn
is an application engineer for laser technology at MicroStep Europa GmbH. The technologist has been at the heart of the market for decades and is passionate about the further development of laser cutting technology. In various roles, he has played a key role in ensuring that MicroStep can now offer an impressive portfolio of solutions in the field of laser cutting technology.
 Patrick Scheuner
Patrick Scheuner
has been working in the Service & Support department at MicroStep Europa since 2016. The trained and qualified metalworker lives for preparing customers for their technology and helping them to get the most out of their system every day. He is one of the in-house specialists in laser cutting technology and takes care of the entire range of technical and customer-related tasks – from commissioning and training to demonstrations and consultations at exhibitions.









© 2026 Copyright & Page Design by MicroStep Europa - All rights reserved.
