- Laser cutting
-
 SMART Compact X
SMART Compact X
 SMART Compact X
SMART Compact X
The SMART Compact X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL offers a straightforward and highly cost-effective entry into 2D laser cutting. It is the perfect solution for companies looking for a reliable entry-level solution for typical cutting tasks—with a focus on an attractive investment.



-
 SMART Cube X
SMART Cube X
 SMART Cube X
SMART Cube X
The SMART Cube X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is the ideal solution for compact laser cutting. It combines efficiency with minimal space requirements and enables the production of high-precision parts. The series is available in working areas ranging from 1,000 x 2,000 to 1,500 x 3,000 mm and can be equipped with laser sources with a power output of up to 12 kW.
-
 SmartLINE X
SmartLINE X
 SmartLINE X
SmartLINE X
The SmartLINE X from MicroStep Europa and ACCURL is the powerful yet affordable choice for companies that require precise and economical 2D laser cutting with consistently high quality. With an acceleration of 2G and a traverse speed of up to 140,000 mm/min, the series combines dynamic motion profiles with stable process control – ideal for efficient cutting processes in daily operation.
-
 MasterLINE X
MasterLINE X
 MasterLINE X
MasterLINE X
The MasterLINE X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is an ultra-powerful system for high-quality 2D and 3D laser cutting. With an acceleration of 3G and a traverse speed of up to 180,000 mm/min, the system sets new standards in efficiency! The series is available in working areas ranging from 3,000 x 1,500 to 8,000 x 2,500 mm and can be equipped with laser sources with a power output of up to 60 kW.

-
 SMART Giant X
SMART Giant X
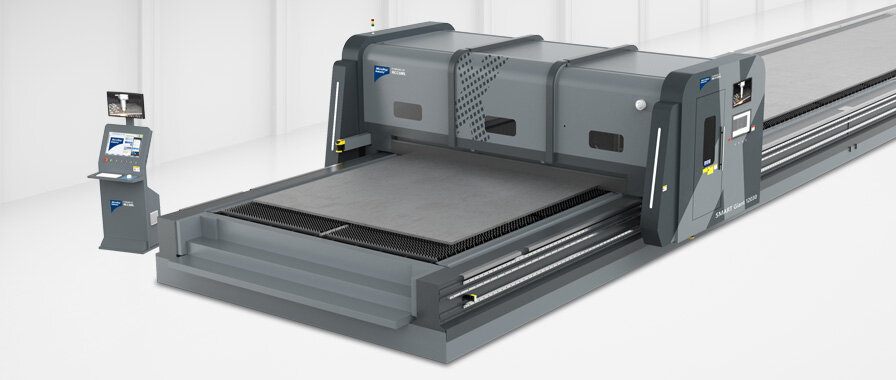 SMART Giant X
SMART Giant X
The SMART Giant X is the large-format fiber laser system for maximum efficiency and autonomy! Equipped with a 12–60 kW laser, the SMART Giant X enables precise cuts even on thicker materials with minimal operating effort.
-
 TubeLINE
TubeLINE
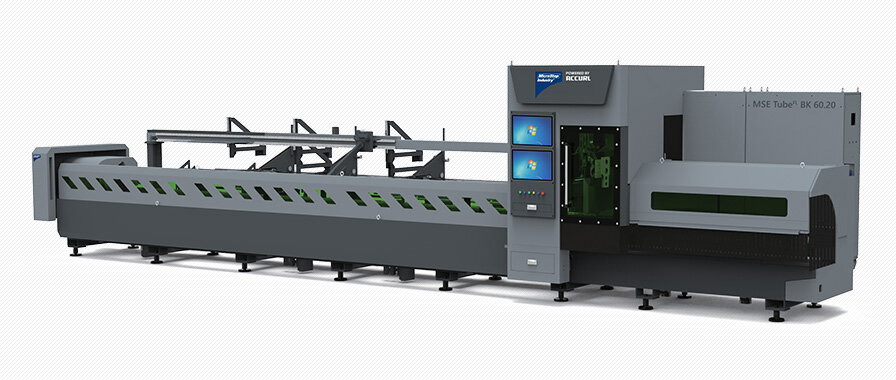 TubeLINE
TubeLINE
The TubeLINE fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is a reliable system for high-quality and fast 2D and 3D laser cutting of tubes, pipes, profiles and beams. Depending on the version, an extremely high degree of automation and an output of up to 20 kW is possible. This means that the finest contours and openings as well as precise bevel cuts can be realized.






-
 MSF Compact
MSF Compact
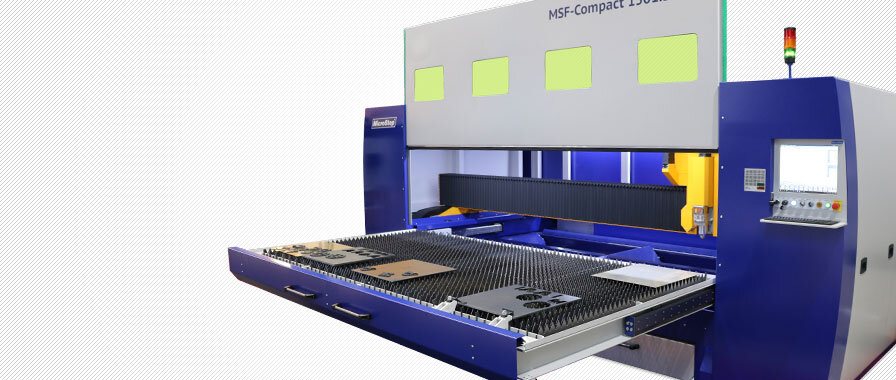 MSF Compact series
MSF Compact series
The MSF Compact combines precise 2D laser cutting with compact design. The series is available in work areas from 1,000 x 2,000 mm to 1,500 x 3,000 mm and impresses above all with its small footprint and the usual high cutting quality. A manually extractable cutting table allows easy and uncomplicated loading and unloading.

-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
The reliable fiber laser cutting machine for high-precision 2D cutting applications is available in three system formats with laser sources up to 15 kW – including an automatic shuttle table system as standard. The MSF Cut is a powerful production assistant to fulfill all standard tasks of fiber laser technology in a highly productive and high-quality configuration. Optionally, the laser cutting system can be further automated by MicroStep's material handling systems MSLoad, MSSort and MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro series
MSF Pro series
High speed and flexibility in 3D: the precise all-rounder MSF Pro is a world debut in terms of multifunctionality. No other laser system offers such a degree of vertical integration for sheet metal processing. Pipes and profiles can also be cut optionally.



-
 MSF Max
MSF Max
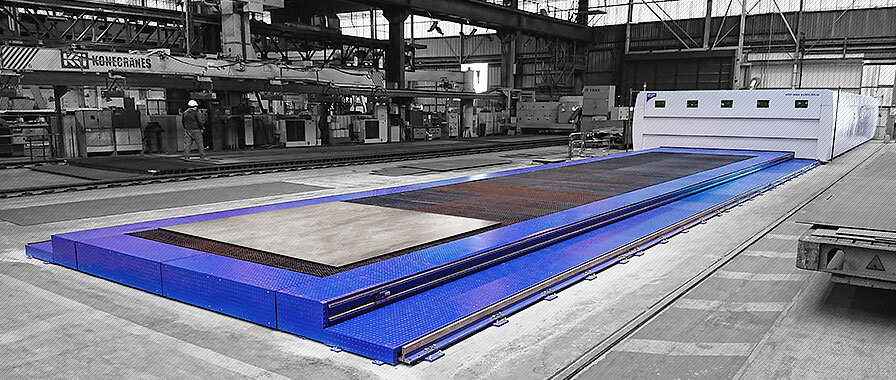 MSF Max series
MSF Max series
The MSF Max is the giant among fiber laser cutting solutions. Developed for processing large-format sheet metal for shipbuilding, it enables precise high-speed 3D processing of flat material. Thanks to the moving safety cabin, a work area size of up to 50 m length and 6 m width is available.
- Know-how
Laser cutting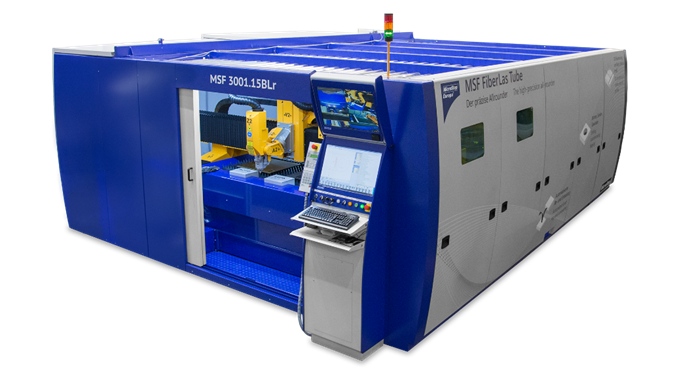 Know-how - Laser cutting machines
Know-how - Laser cutting machinesLaser cutting machines are the right solution when it comes to precise cutting with minimum time expenditure. State-of-the-art laser cutting systems combine precision, speed and maximum multifunctionality.
-
- Plasma cutting
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Compact, flexible and versatile: the MasterCut Compact is available as a complete package with plasma source and filter system. The cutting system stands for excellent cutting quality in plasma cutting and is also available with bevel cutting head for weld edge preparation.
-
 MasterCut
MasterCut
 The MasterCut series
The MasterCut series
The MasterCut series is a flexible and robust 3D cutting system for almost any cutting task. It allows cross-technology work processes (flatbed, pipe & profile processing, oxyfuel, marking) and impresses with absolute reliability even in three-shift operation.
-
 MG
MG
 MG series
MG series
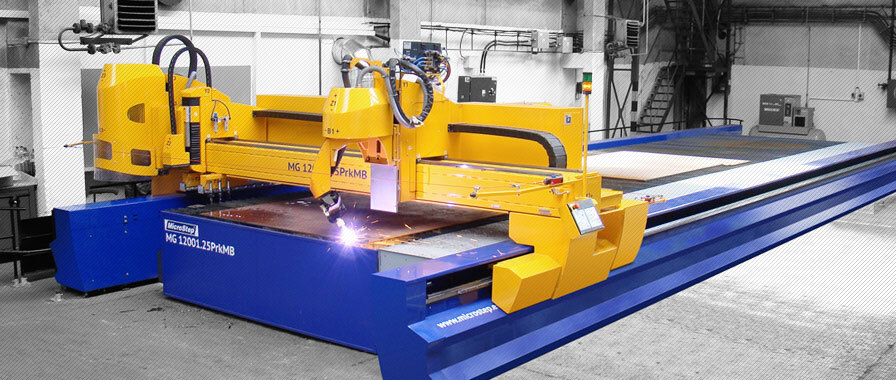
The top product among the MicroStep cutting machines. It is built for permanent use in industry and meets the highest requirements for precision, performance and operability. The MG series is MicroStep's all-rounder and is a pioneer in the industry when it comes to multifunctionality and process reliability.

-
 DRM
DRM
 The DRM series
The DRM series
The DRM series is the strong specialist and, thanks to its enormous vertical integration, the cutting solution for almost every task. The plasma cutting system enables 3D processing of sheets, pipes, profiles & domes with extraordinary dimensions.
-
 CombiCut
CombiCut
 The CombiCut series
The CombiCut series
The CombiCut series is the right solution for all temperature ranges and environmental variables. A wide range of technologies (multi-torch operation, bevel cutting, drilling, marking) can be combined on this extremely resistant system.
-
 DS
DS
 The DS series
The DS series
The DS series is an automatic time and cost efficient process line for the processing of sheet metal and profiles. It is designed to be able to apply highly efficient holes and taps on flat material and square or rectangular profiles and to cut them using plasma or oxyfuel technology.
-
 CPCut & PipeCut
CPCut & PipeCut
 The CPCut & PipeCut series
The CPCut & PipeCut series
The cutting solution for pipes and profiles was developed for workpieces with large diameters and lengths. The CPCut & PipeCut series enables 3D processing of pipes and all common profile shapes with unit weights of up to 12 tons and can also be equipped with several torches (plasma, oxyfuel).
-
 ProfileCut
ProfileCut
 The ProfileCut series
The ProfileCut series
The ProfileCut series is a true all-rounder in beam processing. Thanks to its robust construction and the generous work area, 3D profile & beam processing is possible up to 1,000 mm in height and 24 m in length. The use of the 120° bevel cutting head or a drilling support guarantees full flexibility.
- Know-how
Plasma cutting Know-how - Plasma cutting system
Know-how - Plasma cutting systemCNC plasma cutting systems convince with economical and precise cuts and are unrivalled, especially for medium material thicknesses. Modern plasma cutting machines combine efficiency, lasting performance and multifunctionality.
-
- Oxyfuel cutting
-
MasterCut
The MasterCut series
The MasterCut series is a flexible and robust 3D cutting system for almost any cutting task. It allows cross-technology work processes (flatbed, pipe & profile processing, oxyfuel, marking) and impresses with absolute reliability even in three-shift operation.
-
 EasyCut
EasyCut
 The EasyCut series
The EasyCut series
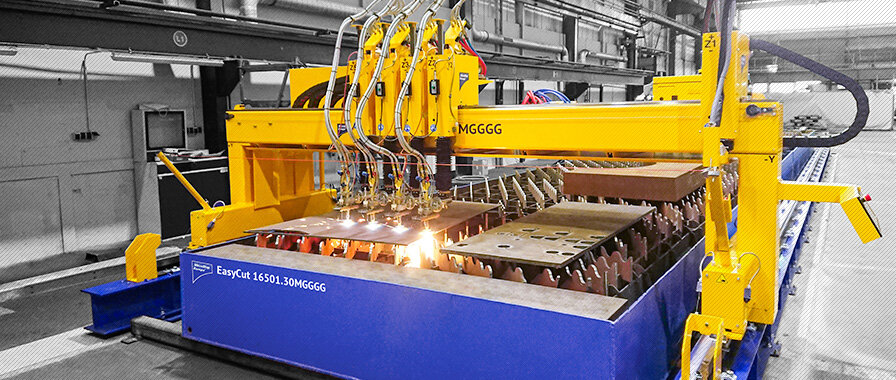
The EasyCut series stands for modern oxyfuel cutting at the highest level. It is the ideal system for precise and cost-effective oxyfuel cuts up to 300 mm and impresses with its robust, simple and maintenance-friendly design.
-
CombiCut
The CombiCut series
The CombiCut series is the right solution for all temperature ranges and environmental variables. A wide range of technologies (multi-torch operation, bevel cutting, drilling, marking) can be combined on this extremely resistant system.
- Know-how
Oxyfuel cutting Know-how - Flame cutting system
Know-how - Flame cutting systemFlame cutting machines convince by their robust construction, precision and performance with large material thicknesses.
-
- Waterjet cutting
-
 WaterCut
WaterCut
 The WaterCut series
The WaterCut series
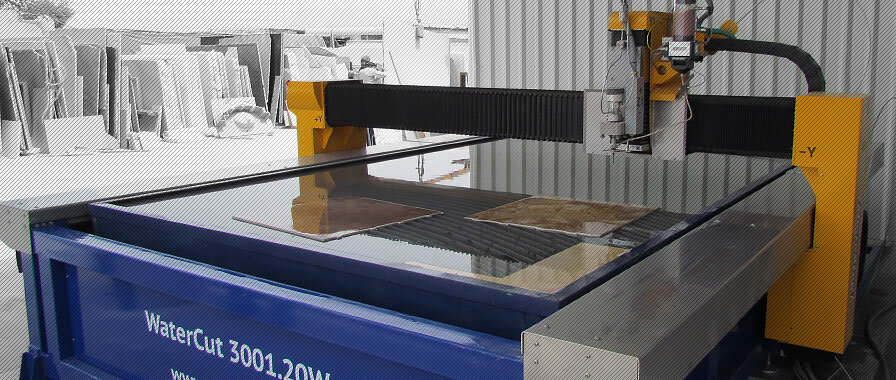
The WaterCut is a high-precision, reliable and compact waterjet cutting solution that allows 2D and 3D cutting of almost any material – without thermal impact.
-
 AquaCut
AquaCut
 The AquaCut series
The AquaCut series
Highest precision without thermal effects: the AquaCut waterjet cutting system was developed for these cutting requirements of almost all materials. The machine can be equipped with a 5-axis waterjet rotator or combined with a plasma or drilling unit.
- Know-how
Waterjet cutting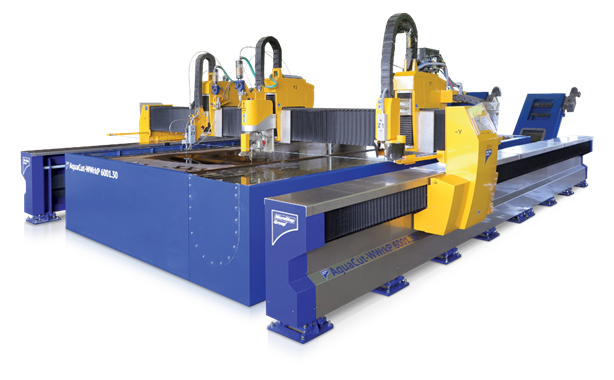 Know-how - Waterjet cutting machine
Know-how - Waterjet cutting machineWaterjet cutting systems are used when thermal influences on the material are unwanted and highest precision is required. They convince with flexible processing options for a multitude of cutting tasks on a wide variety of materials.
-
- Press brakes
-
 SMART
SMART
 SMART series
SMART series
The SMART series from MicroStep Europa and our technology partner ACCURL offers a cost-effective CNC press brake with a wide range of functions and options. In addition, material handling to and from the system can be automated in combination with a robot.

-
 eB ULTRA
eB ULTRA
 eB ULTRA series
eB ULTRA series
The 100% electric press brake of the eB ULTRA series from MicroStep Europa and our technology partner ACCURL is economical to purchase and works accurately and reliably.
-
 EuroMaster
EuroMaster
 EuroMaster series
EuroMaster series
Economical, precise and reliable: Press brakes from the EuroMaster series from MicroStep Europa and our technology partner ACCURL offer a great deal of flexibility in terms of pressing force and working area, for example, at a manageable investment cost. A system series that can also be excellently automated!
-
 GeniusPlus
GeniusPlus
 GeniusPlus series
GeniusPlus series
The GeniusPlus series from MicroStep Europa and our technology partner ACCURL can be tailored extremely flexibly to the respective customer requirements in terms of bending force, bending length and equipment. The series is also ideally suited for use as a tandem or tridem solution. In addition, material handling to and from the system can be automated in combination with a robot.

- Know-how
Press brakes Know-how - press brakes
Know-how - press brakesMicroStep Industry's bending technology offers the highest precision and process reliability, is equipped throughout with high-quality components and can be almost fully automated.
-
- Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Solutions for loading, unloading and storage of sheets or sorting of cut parts: With the MicroStep technologies MSLoad, MSTower, MSSort you automate your cutting systems and get the absolute maximum out of it.



-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalization
Digitalization Digitalization
Digitalization
With MicroStep systems, you are already well prepared today for the networked production of the future. Our experts are happy to advise you – let us take the step into the future together!
- Know-how
Automation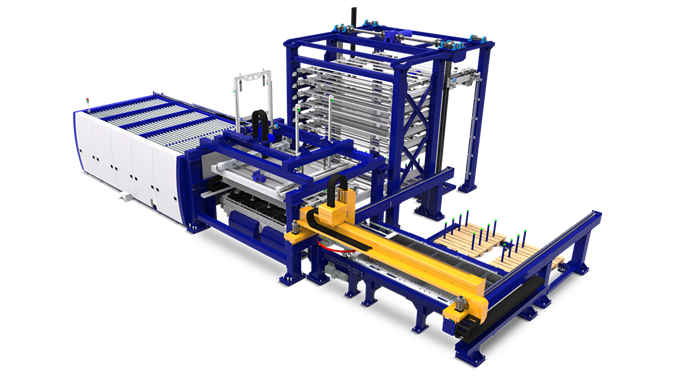 Know-how - Automation technologies
Know-how - Automation technologiesAutomation technologies are an important factor in creating efficient production processes. With suitable material handling systems, for example, the utilization and, as a result, the output of a processing machine can be maximized.
-
- Expert know-how




 Your Partner for Cutting, Bending and Automation
Contact
Your Partner for Cutting, Bending and Automation
Contact

How does laser cutting work?
Laser cutting is a proven and constantly developing technology that is used in many industries. Modern laser cutting machines enable the precise and fast cutting of different materials. Cutting aluminium is no exception. Do you need a 2D or 3D laser system? Then MicroStep is the right choice for you! We look back on 30 years of know-how in the development of our CNC cutting machines.
Laser cutting - everything you need to know at a glance
 Laser cutting is a thermal cutting process. The materials to be cut are vaporised or melted with the help of a laser beam. Today, laser sources of different wavelengths make it possible to cut materials of almost all material groups with millimetre precision and thus at the highest quality level – no matter if it is paper, plastic, metal, glass, wood or other materials. The laser cutting process is extremely efficient due to its precision and speed as well as its low post-processing cutting results. It is particularly well-known and also economical in metal processing, where, for example, metal and steel have to be cut in relatively thin material thicknesses with maximum precision and at the highest possible processing speed. With the progressive development of laser sources and ever greater laser powers available, it is also possible to process ever greater material thicknesses economically.
Laser cutting is a thermal cutting process. The materials to be cut are vaporised or melted with the help of a laser beam. Today, laser sources of different wavelengths make it possible to cut materials of almost all material groups with millimetre precision and thus at the highest quality level – no matter if it is paper, plastic, metal, glass, wood or other materials. The laser cutting process is extremely efficient due to its precision and speed as well as its low post-processing cutting results. It is particularly well-known and also economical in metal processing, where, for example, metal and steel have to be cut in relatively thin material thicknesses with maximum precision and at the highest possible processing speed. With the progressive development of laser sources and ever greater laser powers available, it is also possible to process ever greater material thicknesses economically.
The technical process of laser cutting
In CNC laser cutting the laser beam is focused with the help of optical elements located inside a cutting head. In order to start a targeted laser cutting process, the material to be cut must be penetrated in a punctiform manner at a previously defined point. This process is also called the piercing process. Once this has been done, the actual cutting process can start. The beam is absorbed at the cutting front and generates a melt (also called metal vapour or material vapour), which is blown out downwards by means of a gas stream immediately after its formation. A process gas is usually required for laser cutting. Depending on the cutting process, oxygen, nitrogen or air are usually used as cutting gas. What remains is a cutting gap, which can have different widths depending on the cutting method used, the material thickness and the design of the optical system. The laser system travels along the previously defined geometry and cuts the material.
What laser cutting processes are available?
Basically, a differentiation is made between three laser cutting processes, namely laser flame cutting, laser fusion cutting and laser sublimation cutting. The distinguished criteria for this is the way in which the material to be cut is removed from the kerf, namely whether in the form of steam, as an oxidation product or as a liquid.
In addition to the three separation processes mentioned above, thermal laser separation and scribing are also evaluated as laser cutting processes.
Overview of relevant laser cutting processes
Which laser cutting process is used depends largely on the material to be processed:
Flame cutting
Laser cutting is one of the most frequently used processes in laser cutting technology and is mainly used for cutting structural steel. In these laser cutting processes, oxygen is used as the cutting gas, whereby the material burns during the cutting or melting of the material, which is heated to ignition temperature by the laser beam (due to the reaction with the oxygen). The reaction of the oxygen with the material is exothermic and thus supplies additional energy to the process, which favours the cutting process. With flame cutting, it is therefore possible to achieve significantly higher cutting speeds with greater sheet thicknesses than with fusion cutting with the same laser power. An oxide layer is formed on the cut edge by the oxygen used. This layer can cause problems in subsequent production steps such as welding, coating or painting, etc., making it necessary to remove the oxide layer (spelling derived from the Greek: Oxydschicht). An important factor for the quality of the cut edge and the speed of laser cutting is the purity of the oxygen. In order to achieve a consistent and good cut quality, this should not be less than 3.5. This means that it has a purity of ≥ 99.95 %.
Fusion or high-pressure laser cutting
Fusion cutting uses inert gases such as nitrogen or argon with pressures up to 25 bar. Since these gases do not react with the material, the entire thickness of the material must be melted by the laser beam. The high gas pressure then causes the molten material to be driven out of the kerf at high speed. This prevents the formation of a burr and the adhesion of slag to the cut edges over a large thickness range to the greatest possible extent. Since there is no exothermic reaction between material and gas, no additional energy is added. By using inert gases as cutting gas, the cutting edge remains free of oxides. Colloquially, cutting with non-reactive gases (due to the high pressure used and required) is also referred to as high-pressure cutting and is usually used where bright metallic cut surfaces must be achieved. The main area of application is the cutting of stainless steel and aluminium as well as the cutting of thinner structural steels.
Sublimation cutting
The process of sublimation cutting is based on the vaporisation and blowing out of the material during the cutting process. This means that the material to be processed changes from a solid state, without becoming liquid, to a gaseous state at the kerf. In addition to inorganic materials, sublimation cutting can also be used to cut organic materials reliably and precisely. Materials used for this cutting process include wood, leather, textiles and homogeneous and fibre-reinforced plastics. A typical feature of this process is that there is no need for time-consuming mechanical reworking of the sublimation cuts made, as no burrs are formed during sublimation cutting. Vapours are generated during the cutting process. A cutting gas, for example nitrogen, is used to prevent heavy smoke development or flaming of the materials to be cut. At the same time, the cutting gas also prevents the vapours from condensing on the cutting edge.
Laser cutting Application areas
Due to the fact that the cutting of different materials with the help of a laser cutting system (despite the relatively high acquisition costs) is very productive and extremely economical, the areas of application are wide-ranging; not only in industry and production, but also in everyday non-industrial areas of application. Laser cutting is used in vehicle and aircraft construction, in the electrical industry, in arts and crafts, in medical technology, for jewellery production, in vending machine construction as well as for stamp production and in the textile and fashion industry as well as in many other areas.
It is a fact that the areas of application and possible uses of laser cutting are continuously being expanded and are the subject of many projects in science and research. It is also a fact that the possibilities of laser cutting technology are by no means exhausted. Particularly in the field of fibre laser technology, ever greater and more variable material thicknesses can be cut with the constantly developing laser sources. Due to the parallel and constantly increasing degree of automation, for example by using the potentials within material handling, the advantages of ever shorter processing times can be optimally exploited through the use of laser cutting systems.
Laser cutting industry - materials
 In laser cutting, we are talking about so-called industrial lasers, which have already established themselves in many areas and are now almost unrivalled in terms of efficiency. The highly developed technology of industrial lasers replaces other tools, as the precision and cutting quality of laser cuts requires virtually no post-processing. The following metals are primarily cut with lasers:
In laser cutting, we are talking about so-called industrial lasers, which have already established themselves in many areas and are now almost unrivalled in terms of efficiency. The highly developed technology of industrial lasers replaces other tools, as the precision and cutting quality of laser cuts requires virtually no post-processing. The following metals are primarily cut with lasers:
- Structural steel
- Stainless steel
- Aluminium
- Copper
- Brass
Cutting with CO2 lasers is increasingly only used for specific applications, such as cutting wood, Plexiglas or plastics.
The reason for this lies in the different suitability of the various wavelengths of laser radiation for the respective material. The selection of the ideal laser (type of laser / wavelength and its power) is the most important factor for optimal production at the lowest possible cost.
Construction of laser cutting systems
A laser cutting system always consists of several components, which are briefly listed below:
- Laser beam source: A beam source essentially consists of an energy source, a laser medium and a resonator, whereby the various laser types differ greatly in the structure and design of the individual components.
- Laser beam guidance: The beam guidance has the task of transporting the laser beam from the beam source to the processing head with as little loss as possible.
- Guiding machine The guiding machine contains all axes, motors, servos, controllers as well as controls and software that are needed to ensure the subsequent movement and control sequence of the cutting process. The axes are divided into X, Y (travel axes of the respective working area) and Z (feed axis of the cutting head).
- Cutting head: The incoming laser radiation is focused in the cutting head and made available for the respective cutting process according to the application data. In addition to the focussed laser radiation, the cutting gas for the respective cutting process also emerges from the cutting head's exit opening. The cutting gas is formed within the cutting nozzle, which is usually made of copper.
- Gas supply: A gas supply provides the gases required for the cutting process as well as auxiliary gases needed for the function of the laser or the machine.
- Extraction and filter system: The extraction system extracts the gases and particles produced during the cutting process and separates them. Material particles and dusts are collected in a container, and the cleaned air is returned to the environment.
- Cooling: To prevent overheating or destruction of individual components, these are cooled with the aid of a cooling circuit. This mainly concerns the laser beam source, the laser beam guidance and the cutting head of the system.
- Enclosure: In order to comply with all safety standards, laser systems are provided with an enclosure and a safety area; to protect employees from the dangers of fast-moving parts and from possible laser radiation.
Special cutting heads and additional motion axes are used for 3D laser cutting. These can be swivelled in 3D, i.e. to both sides as well as towards and away from the portal. This enables flexible and spatial processing of the material up to angles of 45°.
You might also be interested in:







FAQ: We answer your questions on "How does laser cutting work?"
What cutting widths are possible with laser cutting?
Here you first have to distinguish which type of laser cutting you are dealing with. As a rule, laser flame cutting produces larger kerfs than laser fusion cutting. In addition, the cutting width also depends on the optical design of the system and the thickness of the material to be cut. As a general rule, the kerf is smaller for thinner materials than for thicker materials. In the fine cutting range and in micromachining, cutting gaps in the lower micrometre range are feasible. In industrial metal processing of sheets above 1 mm, kerf gaps of about 0.3 mm to 3 mm are quite possible. A general characteristic of a laser cut is the almost vertical course of the cut edge.
Laser cutting vs. plasma cutting - what are the advantages?
Both laser cutting and plasma cutting have specific advantages. Depending on the application, both can be the optimal means of choice in terms of economy, accuracy and efficiency. For example, medium material thicknesses of 20 to 50 mm can be cut with plasma with good quality and economic efficiency and at higher cutting speeds. The demands on the material to be processed and its surface are also generally lower with plasma, as are the demands on the working environment. In contrast to lasers, plasma has limitations when cutting small contours and a relatively wide kerf. In addition, there is a high noise level during plasma cutting and the fact that only electrically conductive materials can be cut. Plasma systems are cheaper to purchase than laser systems, although this difference has narrowed considerably in recent years.
Especially in the thinner sheet thickness range up to 10 mm, the advantages of the laser are clearly visible. The cutting speed is sometimes considerably faster, the cut quality is better, much more precise contours can be cut and this with much less noise pollution and with smaller cutting gaps. The automation of a laser system is also much higher.
The cost consideration between plasma cutting and laser cutting per cutting metre depends on very many factors and is therefore always dependent on the respective application. In principle, the cutting costs are lower in the thin sheet area with laser and in the thick sheet area with plasma. Due to the steadily increasing laser power for cutting and the decreasing prices per kW laser power, the intersection of these two curves is also shifting.
How much time does a laser system need until the cutting process can be started?
When all individual components of the system are switched on, all auxiliary media are available (cutting gases, compressed air), the programme to be executed is loaded, all parameters are correctly set, the system is referenced and the laser is ready to beam, then the cutting process can be executed or started. The time it takes for the laser to be ready to beam differs greatly between fibre lasers and CO2 lasers. While a fibre laser is a purely electronic laser that is ready to beam immediately after switching on and starting up the internal control, a CO2 laser must first go through a longer start-up cycle until it reports that it is ready to beam. Such a start-up cycle can take between 5 and 20 minutes; even longer in the case of longer downtimes. With modern fibre laser systems, it sometimes takes less than 5 minutes after switching on the main switch until the first cut is made.
Which font is suitable for laser marking?
Basically, any font can be used with laser systems, be it for cutting or for inscribing, as it is a CNC programming and the individual fonts can be converted into a cutting programme accordingly. Furthermore, MicroStep also offers CNC cutting systems that are equipped with so-called marking lasers. These separate systems offer significantly higher flexibility and speed in marking and labelling for special required labelling tasks (QR code, etc.).









© 2026 Copyright & Page Design by MicroStep Europa - All rights reserved.
