- Laser cutting
-
 SMART Compact X
SMART Compact X
 SMART Compact X
SMART Compact X
The SMART Compact X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL offers a straightforward and highly cost-effective entry into 2D laser cutting. It is the perfect solution for companies looking for a reliable entry-level solution for typical cutting tasks—with a focus on an attractive investment.



-
 SMART Cube X
SMART Cube X
 SMART Cube X
SMART Cube X
The SMART Cube X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is the ideal solution for compact laser cutting. It combines efficiency with minimal space requirements and enables the production of high-precision parts. The series is available in working areas ranging from 1,000 x 2,000 to 1,500 x 3,000 mm and can be equipped with laser sources with a power output of up to 12 kW.
-
 SmartLINE X
SmartLINE X
 SmartLINE X
SmartLINE X
The SmartLINE X from MicroStep Europa and ACCURL is the powerful yet affordable choice for companies that require precise and economical 2D laser cutting with consistently high quality. With an acceleration of 2G and a traverse speed of up to 140,000 mm/min, the series combines dynamic motion profiles with stable process control – ideal for efficient cutting processes in daily operation.
-
 MasterLINE X
MasterLINE X
 MasterLINE X
MasterLINE X
The MasterLINE X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is an ultra-powerful system for high-quality 2D and 3D laser cutting. With an acceleration of 3G and a traverse speed of up to 180,000 mm/min, the system sets new standards in efficiency! The series is available in working areas ranging from 3,000 x 1,500 to 8,000 x 2,500 mm and can be equipped with laser sources with a power output of up to 60 kW.

-
 SMART Giant X
SMART Giant X
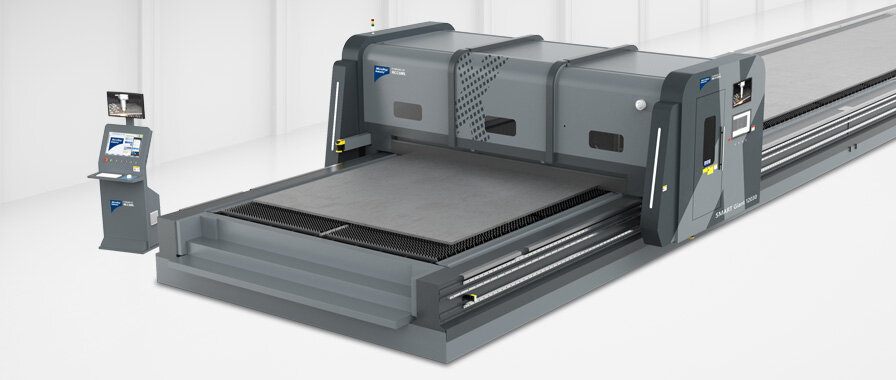 SMART Giant X
SMART Giant X
The SMART Giant X is the large-format fiber laser system for maximum efficiency and autonomy! Equipped with a 12–60 kW laser, the SMART Giant X enables precise cuts even on thicker materials with minimal operating effort.
-
 TubeLINE
TubeLINE
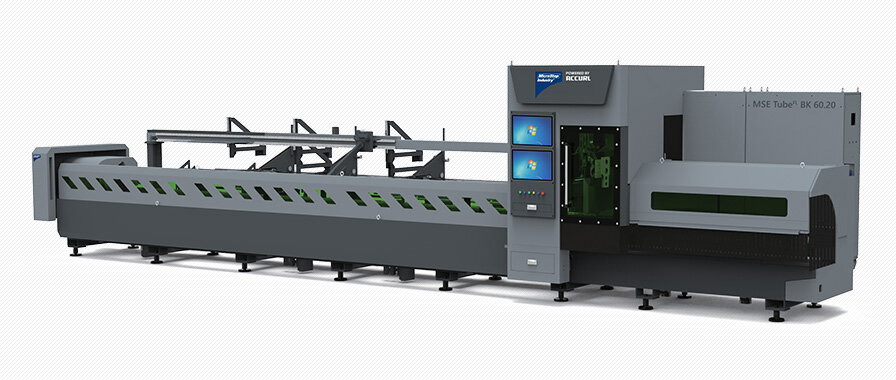 TubeLINE
TubeLINE
The TubeLINE fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is a reliable system for high-quality and fast 2D and 3D laser cutting of tubes, pipes, profiles and beams. Depending on the version, an extremely high degree of automation and an output of up to 20 kW is possible. This means that the finest contours and openings as well as precise bevel cuts can be realized.






-
 MSF Compact
MSF Compact
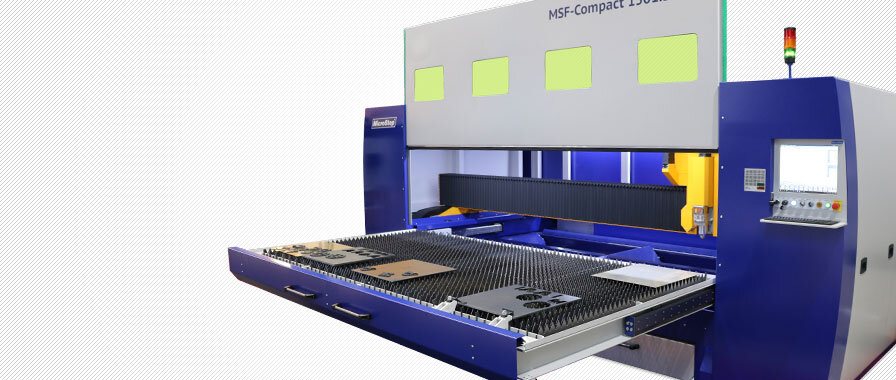 MSF Compact series
MSF Compact series
The MSF Compact combines precise 2D laser cutting with compact design. The series is available in work areas from 1,000 x 2,000 mm to 1,500 x 3,000 mm and impresses above all with its small footprint and the usual high cutting quality. A manually extractable cutting table allows easy and uncomplicated loading and unloading.

-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
The reliable fiber laser cutting machine for high-precision 2D cutting applications is available in three system formats with laser sources up to 15 kW – including an automatic shuttle table system as standard. The MSF Cut is a powerful production assistant to fulfill all standard tasks of fiber laser technology in a highly productive and high-quality configuration. Optionally, the laser cutting system can be further automated by MicroStep's material handling systems MSLoad, MSSort and MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro series
MSF Pro series
High speed and flexibility in 3D: the precise all-rounder MSF Pro is a world debut in terms of multifunctionality. No other laser system offers such a degree of vertical integration for sheet metal processing. Pipes and profiles can also be cut optionally.



-
 MSF Max
MSF Max
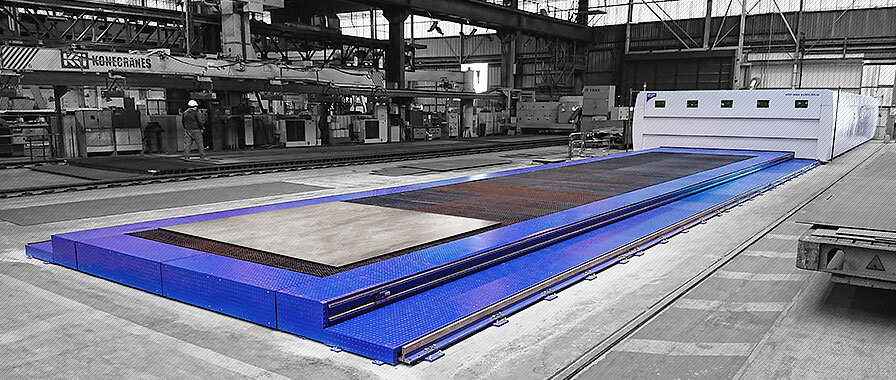 MSF Max series
MSF Max series
The MSF Max is the giant among fiber laser cutting solutions. Developed for processing large-format sheet metal for shipbuilding, it enables precise high-speed 3D processing of flat material. Thanks to the moving safety cabin, a work area size of up to 50 m length and 6 m width is available.
- Know-how
Laser cutting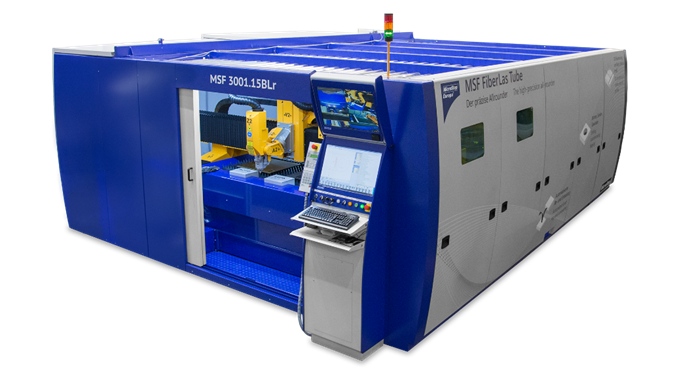 Know-how - Laser cutting machines
Know-how - Laser cutting machinesLaser cutting machines are the right solution when it comes to precise cutting with minimum time expenditure. State-of-the-art laser cutting systems combine precision, speed and maximum multifunctionality.
-
- Plasma cutting
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Compact, flexible and versatile: the MasterCut Compact is available as a complete package with plasma source and filter system. The cutting system stands for excellent cutting quality in plasma cutting and is also available with bevel cutting head for weld edge preparation.
-
 MasterCut
MasterCut
 The MasterCut series
The MasterCut series
The MasterCut series is a flexible and robust 3D cutting system for almost any cutting task. It allows cross-technology work processes (flatbed, pipe & profile processing, oxyfuel, marking) and impresses with absolute reliability even in three-shift operation.
-
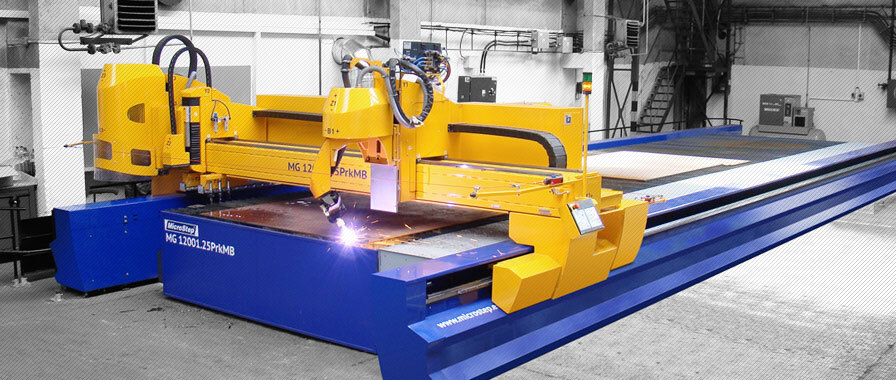
 MG
MG
 MG series
MG series
The top product among the MicroStep cutting machines. It is built for permanent use in industry and meets the highest requirements for precision, performance and operability. The MG series is MicroStep's all-rounder and is a pioneer in the industry when it comes to multifunctionality and process reliability.

-
 DRM
DRM
 The DRM series
The DRM series
The DRM series is the strong specialist and, thanks to its enormous vertical integration, the cutting solution for almost every task. The plasma cutting system enables 3D processing of sheets, pipes, profiles & domes with extraordinary dimensions.
-
 CombiCut
CombiCut
 The CombiCut series
The CombiCut series
The CombiCut series is the right solution for all temperature ranges and environmental variables. A wide range of technologies (multi-torch operation, bevel cutting, drilling, marking) can be combined on this extremely resistant system.
-
 DS
DS
 The DS series
The DS series
The DS series is an automatic time and cost efficient process line for the processing of sheet metal and profiles. It is designed to be able to apply highly efficient holes and taps on flat material and square or rectangular profiles and to cut them using plasma or oxyfuel technology.
-
 CPCut & PipeCut
CPCut & PipeCut
 The CPCut & PipeCut series
The CPCut & PipeCut series
The cutting solution for pipes and profiles was developed for workpieces with large diameters and lengths. The CPCut & PipeCut series enables 3D processing of pipes and all common profile shapes with unit weights of up to 12 tons and can also be equipped with several torches (plasma, oxyfuel).
-
 ProfileCut
ProfileCut
 The ProfileCut series
The ProfileCut series
The ProfileCut series is a true all-rounder in beam processing. Thanks to its robust construction and the generous work area, 3D profile & beam processing is possible up to 1,000 mm in height and 24 m in length. The use of the 120° bevel cutting head or a drilling support guarantees full flexibility.
- Know-how
Plasma cutting Know-how - Plasma cutting system
Know-how - Plasma cutting systemCNC plasma cutting systems convince with economical and precise cuts and are unrivalled, especially for medium material thicknesses. Modern plasma cutting machines combine efficiency, lasting performance and multifunctionality.
-
- Oxyfuel cutting
-
MasterCut
The MasterCut series
The MasterCut series is a flexible and robust 3D cutting system for almost any cutting task. It allows cross-technology work processes (flatbed, pipe & profile processing, oxyfuel, marking) and impresses with absolute reliability even in three-shift operation.
-
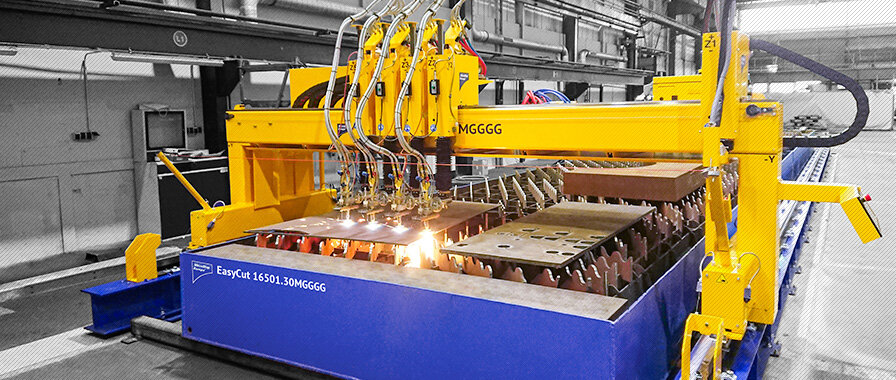
 EasyCut
EasyCut
 The EasyCut series
The EasyCut series
The EasyCut series stands for modern oxyfuel cutting at the highest level. It is the ideal system for precise and cost-effective oxyfuel cuts up to 300 mm and impresses with its robust, simple and maintenance-friendly design.
-
CombiCut
The CombiCut series
The CombiCut series is the right solution for all temperature ranges and environmental variables. A wide range of technologies (multi-torch operation, bevel cutting, drilling, marking) can be combined on this extremely resistant system.
- Know-how
Oxyfuel cutting Know-how - Flame cutting system
Know-how - Flame cutting systemFlame cutting machines convince by their robust construction, precision and performance with large material thicknesses.
-
- Waterjet cutting
-
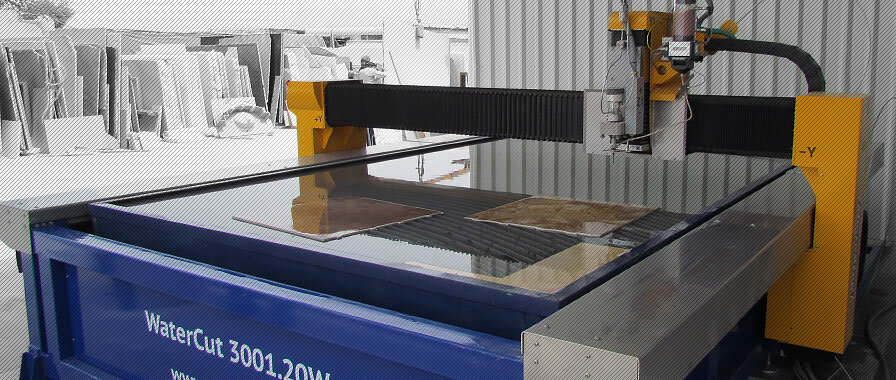
 WaterCut
WaterCut
 The WaterCut series
The WaterCut series
The WaterCut is a high-precision, reliable and compact waterjet cutting solution that allows 2D and 3D cutting of almost any material – without thermal impact.
-
 AquaCut
AquaCut
 The AquaCut series
The AquaCut series
Highest precision without thermal effects: the AquaCut waterjet cutting system was developed for these cutting requirements of almost all materials. The machine can be equipped with a 5-axis waterjet rotator or combined with a plasma or drilling unit.
- Know-how
Waterjet cutting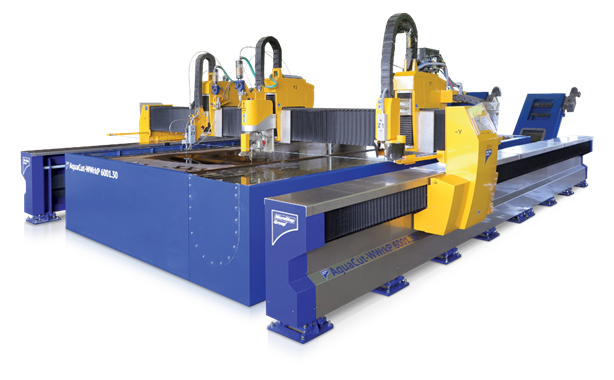 Know-how - Waterjet cutting machine
Know-how - Waterjet cutting machineWaterjet cutting systems are used when thermal influences on the material are unwanted and highest precision is required. They convince with flexible processing options for a multitude of cutting tasks on a wide variety of materials.
-
- Press brakes
-
 SMART
SMART
 SMART series
SMART series
The SMART series from MicroStep Europa and our technology partner ACCURL offers a cost-effective CNC press brake with a wide range of functions and options. In addition, material handling to and from the system can be automated in combination with a robot.

-
 eB ULTRA
eB ULTRA
 eB ULTRA series
eB ULTRA series
The 100% electric press brake of the eB ULTRA series from MicroStep Europa and our technology partner ACCURL is economical to purchase and works accurately and reliably.
-
 EuroMaster
EuroMaster
 EuroMaster series
EuroMaster series
Economical, precise and reliable: Press brakes from the EuroMaster series from MicroStep Europa and our technology partner ACCURL offer a great deal of flexibility in terms of pressing force and working area, for example, at a manageable investment cost. A system series that can also be excellently automated!
-
 GeniusPlus
GeniusPlus
 GeniusPlus series
GeniusPlus series
The GeniusPlus series from MicroStep Europa and our technology partner ACCURL can be tailored extremely flexibly to the respective customer requirements in terms of bending force, bending length and equipment. The series is also ideally suited for use as a tandem or tridem solution. In addition, material handling to and from the system can be automated in combination with a robot.

- Know-how
Press brakes Know-how - press brakes
Know-how - press brakesMicroStep Industry's bending technology offers the highest precision and process reliability, is equipped throughout with high-quality components and can be almost fully automated.
-
- Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Solutions for loading, unloading and storage of sheets or sorting of cut parts: With the MicroStep technologies MSLoad, MSTower, MSSort you automate your cutting systems and get the absolute maximum out of it.



-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalization
Digitalization Digitalization
Digitalization
With MicroStep systems, you are already well prepared today for the networked production of the future. Our experts are happy to advise you – let us take the step into the future together!
- Know-how
Automation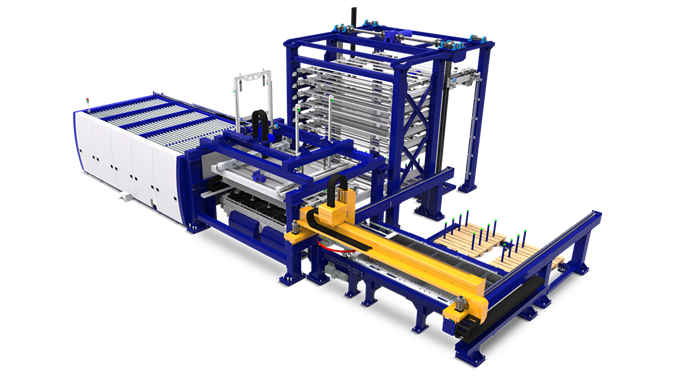 Know-how - Automation technologies
Know-how - Automation technologiesAutomation technologies are an important factor in creating efficient production processes. With suitable material handling systems, for example, the utilization and, as a result, the output of a processing machine can be maximized.
-
- Expert know-how




 Your Partner for Cutting, Bending and Automation
Contact
Your Partner for Cutting, Bending and Automation
Contact

The MG can quickly process pipes, sheets, profiles and domes at the company Steg
Decision for highest quality regardless of the application
Metallbau Steg invests in a new CNC plasma cutting machine for a wide range of processing - whether for plate, pipe, profile or dome
Published 27.02.2017 | Erich Wörishofer
Company profile:

Alustraße 203940 StegSwitzerland
The company Metallbau Steg AG has been active since 1970. The field of activity of the family-owned company ranges from the production of chemical apparatus, the construction and assembly of telecommunication systems, general plant and apparatus engineering to the mechanical production of components.

Metallbau Steg (CH) is investing in a new system for a variety of production requirements: Cutting of contours, weld seam preparations and holes as well as drilling, countersinking, tapping, marking and punching – no matter whether for sheets, pipes, profiles or domes.
Metallbau Steg AG has been active at its headquarters in Steg (Valais) since 1970. The company's field of activity in the southwest of Switzerland ranges from the manufacture of chemical apparatus, the construction and assembly of telecommunications equipment, through general plant and apparatus engineering to the mechanical manufacture of components. In 2013 the company faced the challenges of the local market and decided to invest in a multifunctional CNC cutting system from MicroStep. The guiding machine type MG was able to cope with all requirements without any problems. These were clearly defined from the beginning: Bevel cutting, drilling, pipe cutting as well as the processing of domes – and all this with the highest possible precision.
"We looked at quite a few things," said Ruedi Seiler, Managing Director of Metallbau Steg AG, who contacted the specialist dealer LWB Weldtech AG. MicroStep, partner of LWB Weldtech AG, was finally able to offer the perfect solution for the Swiss company. Together with Stefan Seiler – also Managing Director of Metallbau Steg AG – the concrete key data of the system were fixed. With a total working area of 6,000 x 3,700 mm, almost every common sheet metal panel format can be processed. Due to the high-performance power source HiFocus 360i from Kjellberg Finsterwalde, bevel cuts up to a material thickness of 40 mm in mild steel can be realized at any time. Not only flat sheets, but also geometric workpieces such as pipes, profiles as well as domes can be provided with V-, Y- and K-bevels but also variable bevels which are necessary for a multitude of welding processes.
Bevel cutting
The automatic MicroStep calibration system ACTG® is used for absolutely precise bevel cuts. The entire calibration process runs automatically and eliminates deviations in the hundredth of a millimeter range. The automatically retensioning torch holder of the bevel cutting head already ensures that the deviation is no more than 0.5 mm even after a torch collision. The rest is done by the control of the calibration station: For this purpose, the exact end points of the torch tip are measured at different rotation (X, Y and Z coordinates). Based on the measured deviations, the control system calculates all the necessary correction values, which are automatically applied during the next cutting process. This automatic calibration system ensures a completely new quality with regard to bevel cutting. It significantly improves the precision and dimensional accuracy of the cutting process, eliminates the need for time-consuming mechanical adjustments and significantly increases the productivity of the system.
Pipe and profile processing
The same applies, of course, to pipes, which can easily be longer than 6,000 mm. The processing of round or polygonal profiles is carried out on this machine in a specially designed pipe processing shaft and enables the cutting of pipes with a diameter of 30 to 700 mm (round pipes). The advantage of this design is the flexibility to process both pipes and plates. If required, the pipe shaft integrated in the cutting table can be covered with frame elements and used over its entire surface as a vacuumed cutting table. For loading and unloading of pipes, the machine gantry moves into the parking position. Pipes can thus be securely placed on the support stands by crane and clamped in the jaw chuck.
Machine profile:
MG series
- Working area 6,000 x 3,700 mm
- Cutting of pipes Ø 30 to 700 mm up to a length of 6,000 mm
- Cutting of domes Ø 500 to 2,500 mm
- R5 rotator for weld preparation up to 50° with auto-calibration
feature (ACTG®) - Drilling up to Ø 40 mm and tapping up to M33
Dome processing
A real highlight and unique selling point is the equipment of the system with a special table, which allows the processing of domes up to 2,500 mm diameter. Relatively high deviations from one dome to the other – even within a single batch – are not unusual and require an intelligent cutting system that takes this factor into account and can compensate for it. In order to determine all deviations in curvature and shape, the MicroStep® cutting system automatically carries out a series of measurements on the domes when the program is started. The control system calculates the individual measurement data with the general geometric formula of the dome and integrates it into the current cutting plan. The system thus reacts intelligently and autodidactically to deviations and ensures maximum precision on the finished product, both for individual custom-made products and for large series. Even with alternative processing with robots, deviations cannot be compensated for to this extent, since robots merely repeat the instructed work sequence exactly each time. Completely apart from manual processing methods, where every cutout must first be calculated, designed, cut and finally laboriously reworked.
Drilling, tapping, countersinking
Drilling, tapping and countersinking as well are indispensable for Metallbau Steg AG. This was also the opinion of the production team that was involved in the decision for the new cutting system. The drilling application can also drill, thread (up to M33) and countersink in the thickest materials up to 40 mm Ø. Naturally, everything is also combined in one cutting program, so that the operator can remove the perfectly drilled and cut component directly from the cutting table. The advantages: No time-consuming component handling to the next system, no further clamping and no reprogramming of the component on the machining center – the entire processing takes place on one system. Including tapping and countersinking. An 8-fold tool magazine is available for fast process and tool changes, in which the tools are safely protected from cutting dust and damage. After drilling, for example, it is possible to change automatically to a tapping or countersinking tool. After the processing is complete, the system switches to the plasma torch and cuts all protruding contours (2D as well as 3D). All cutting kerfs are of course automatically compensated for to ensure optimum dimensional accuracy of the finished component.
Ruedi Seiler and his team are proud of their investment in the new, intelligent multifunctional system. In the meantime, the system has been put into operation and handed over on time, as discussed in the project planning phase. 100% productivity – that was the common goal and is the goal we have now reached!

EXPERIENCE OUR SYSTEMS LIVE
in the CompetenceCenter South or North
- All four cutting technologies (laser, plasma, oxyfuel, waterjet)
- Innovative automation systems
- The latest solutions for bending and deburring
- Industry 4.0 demo factory
- Easy to reach: in the south and north of Germany










© 2026 Copyright & Page Design by MicroStep Europa - All rights reserved.
