- Laser cutting
-
 SMART Cube X
SMART Cube X
 SMART Cube X
SMART Cube X
The SMART Cube X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is the ideal solution for compact laser cutting. It combines efficiency with minimal space requirements and enables the production of high-precision parts. The series is available in working areas ranging from 1,000 x 2,000 to 1,500 x 3,000 mm and can be equipped with laser sources with a power output of up to 12 kW.



-
 SmartLINE X
SmartLINE X
 SmartLINE X
SmartLINE X
The SmartLINE X from MicroStep Europa and ACCURL is the powerful yet affordable choice for companies that require precise and economical 2D laser cutting with consistently high quality. With an acceleration of 2G and a traverse speed of up to 140,000 mm/min, the series combines dynamic motion profiles with stable process control – ideal for efficient cutting processes in daily operation.
-
 MasterLINE X
MasterLINE X
 MasterLINE X
MasterLINE X
The MasterLINE X fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is an ultra-powerful system for high-quality 2D and 3D laser cutting. With an acceleration of 3G and a traverse speed of up to 180,000 mm/min, the system sets new standards in efficiency! The series is available in working areas ranging from 3,000 x 1,500 to 8,000 x 2,500 mm and can be equipped with laser sources with a power output of up to 60 kW.

-
 SMART Giant X
SMART Giant X
 SMART Giant X
SMART Giant X
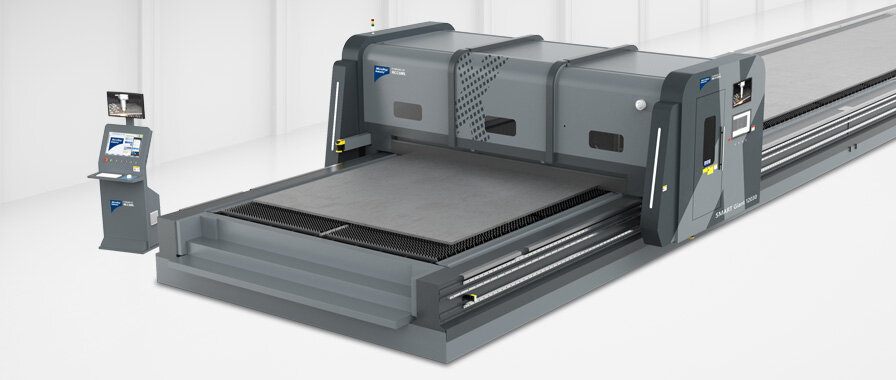
The SMART Giant X is the large-format fiber laser system for maximum efficiency and autonomy! Equipped with a 12–60 kW laser, the SMART Giant X enables precise cuts even on thicker materials with minimal operating effort.
-
 TubeLINE
TubeLINE
 TubeLINE
TubeLINE
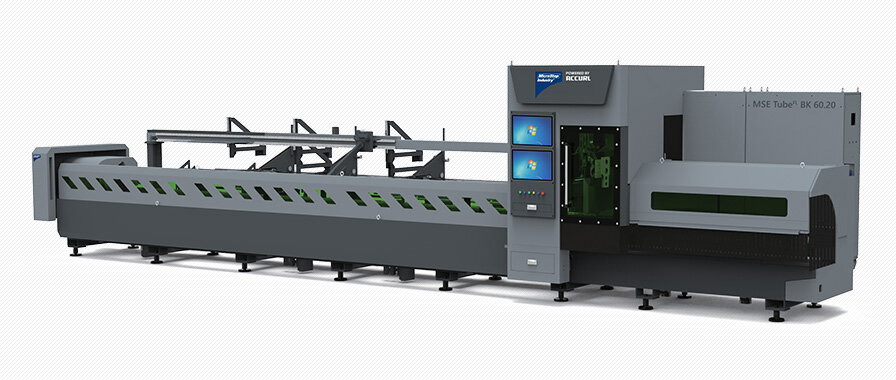
The TubeLINE fiber laser cutting system from MicroStep Europa and our technology partner ACCURL is a reliable system for high-quality and fast 2D and 3D laser cutting of tubes, pipes, profiles and beams. Depending on the version, an extremely high degree of automation and an output of up to 20 kW is possible. This means that the finest contours and openings as well as precise bevel cuts can be realized.






-
 MSF Compact
MSF Compact
 MSF Compact series
MSF Compact series
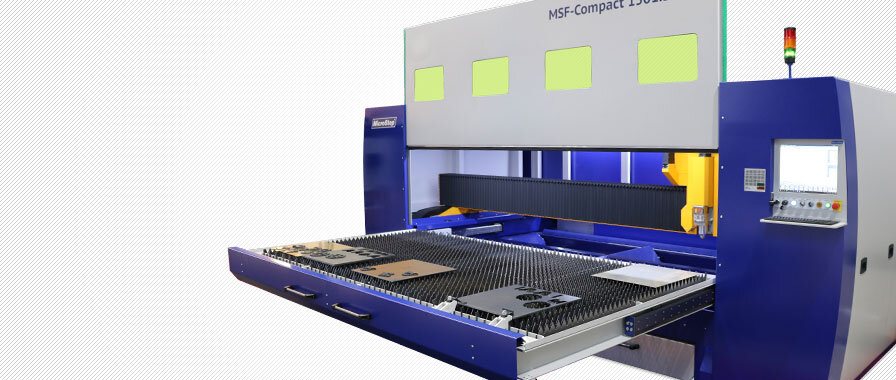
The MSF Compact combines precise 2D laser cutting with compact design. The series is available in work areas from 1,000 x 2,000 mm to 1,500 x 3,000 mm and impresses above all with its small footprint and the usual high cutting quality. A manually extractable cutting table allows easy and uncomplicated loading and unloading.

-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
The reliable fiber laser cutting machine for high-precision 2D cutting applications is available in three system formats with laser sources up to 15 kW – including an automatic shuttle table system as standard. The MSF Cut is a powerful production assistant to fulfill all standard tasks of fiber laser technology in a highly productive and high-quality configuration. Optionally, the laser cutting system can be further automated by MicroStep's material handling systems MSLoad, MSSort and MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro series
MSF Pro series
High speed and flexibility in 3D: the precise all-rounder MSF Pro is a world debut in terms of multifunctionality. No other laser system offers such a degree of vertical integration for sheet metal processing. Pipes and profiles can also be cut optionally.



-
 MSF Max
MSF Max
 MSF Max series
MSF Max series
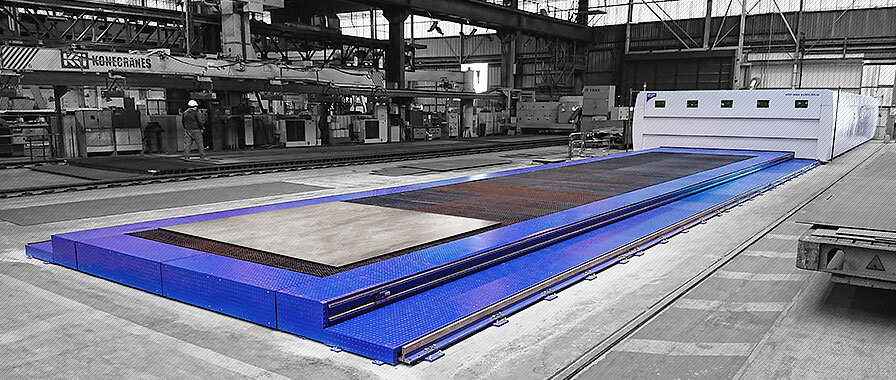
The MSF Max is the giant among fiber laser cutting solutions. Developed for processing large-format sheet metal for shipbuilding, it enables precise high-speed 3D processing of flat material. Thanks to the moving safety cabin, a work area size of up to 50 m length and 6 m width is available.
- Know-how
Laser cutting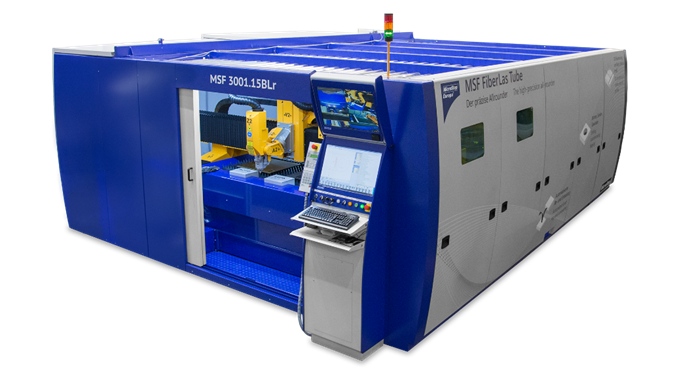 Know-how - Laser cutting machines
Know-how - Laser cutting machinesLaser cutting machines are the right solution when it comes to precise cutting with minimum time expenditure. State-of-the-art laser cutting systems combine precision, speed and maximum multifunctionality.
-
- Plasma cutting
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Compact, flexible and versatile: the MasterCut Compact is available as a complete package with plasma source and filter system. The cutting system stands for excellent cutting quality in plasma cutting and is also available with bevel cutting head for weld edge preparation.
-
 MasterCut
MasterCut
 The MasterCut series
The MasterCut series
The MasterCut series is a flexible and robust 3D cutting system for almost any cutting task. It allows cross-technology work processes (flatbed, pipe & profile processing, oxyfuel, marking) and impresses with absolute reliability even in three-shift operation.
-
 MG
MG
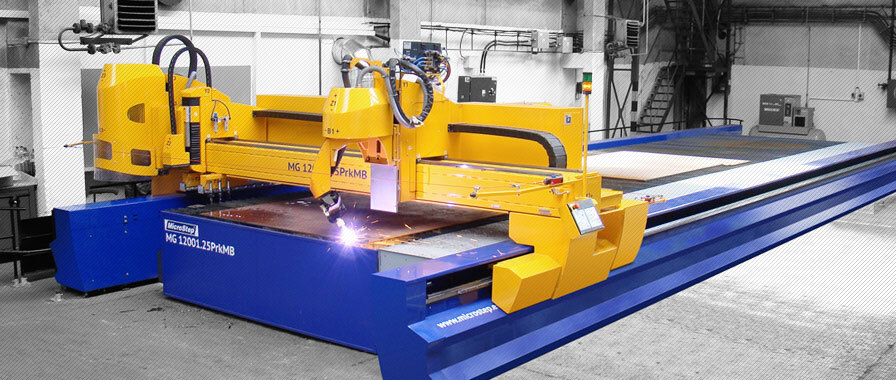 MG series
MG series
The top product among the MicroStep cutting machines. It is built for permanent use in industry and meets the highest requirements for precision, performance and operability. The MG series is MicroStep's all-rounder and is a pioneer in the industry when it comes to multifunctionality and process reliability.

-
 DRM
DRM
 The DRM series
The DRM series
The DRM series is the strong specialist and, thanks to its enormous vertical integration, the cutting solution for almost every task. The plasma cutting system enables 3D processing of sheets, pipes, profiles & domes with extraordinary dimensions.
-
 CombiCut
CombiCut
 The CombiCut series
The CombiCut series
The CombiCut series is the right solution for all temperature ranges and environmental variables. A wide range of technologies (multi-torch operation, bevel cutting, drilling, marking) can be combined on this extremely resistant system.
-
 DS
DS
 The DS series
The DS series
The DS series is an automatic time and cost efficient process line for the processing of sheet metal and profiles. It is designed to be able to apply highly efficient holes and taps on flat material and square or rectangular profiles and to cut them using plasma or oxyfuel technology.
-
 CPCut & PipeCut
CPCut & PipeCut
 The CPCut & PipeCut series
The CPCut & PipeCut series
The cutting solution for pipes and profiles was developed for workpieces with large diameters and lengths. The CPCut & PipeCut series enables 3D processing of pipes and all common profile shapes with unit weights of up to 12 tons and can also be equipped with several torches (plasma, oxyfuel).
-
 ProfileCut
ProfileCut
 The ProfileCut series
The ProfileCut series
The ProfileCut series is a true all-rounder in beam processing. Thanks to its robust construction and the generous work area, 3D profile & beam processing is possible up to 1,000 mm in height and 24 m in length. The use of the 120° bevel cutting head or a drilling support guarantees full flexibility.
- Know-how
Plasma cutting Know-how - Plasma cutting system
Know-how - Plasma cutting systemCNC plasma cutting systems convince with economical and precise cuts and are unrivalled, especially for medium material thicknesses. Modern plasma cutting machines combine efficiency, lasting performance and multifunctionality.
-
- Oxyfuel cutting
-
MasterCut
The MasterCut series
The MasterCut series is a flexible and robust 3D cutting system for almost any cutting task. It allows cross-technology work processes (flatbed, pipe & profile processing, oxyfuel, marking) and impresses with absolute reliability even in three-shift operation.
-
 EasyCut
EasyCut
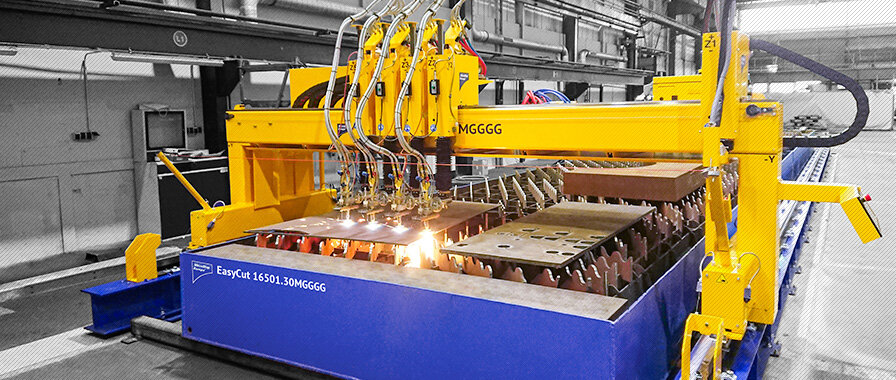 The EasyCut series
The EasyCut series
The EasyCut series stands for modern oxyfuel cutting at the highest level. It is the ideal system for precise and cost-effective oxyfuel cuts up to 300 mm and impresses with its robust, simple and maintenance-friendly design.
-
CombiCut
The CombiCut series
The CombiCut series is the right solution for all temperature ranges and environmental variables. A wide range of technologies (multi-torch operation, bevel cutting, drilling, marking) can be combined on this extremely resistant system.
- Know-how
Oxyfuel cutting Know-how - Flame cutting system
Know-how - Flame cutting systemFlame cutting machines convince by their robust construction, precision and performance with large material thicknesses.
-
- Waterjet cutting
-
 WaterCut
WaterCut
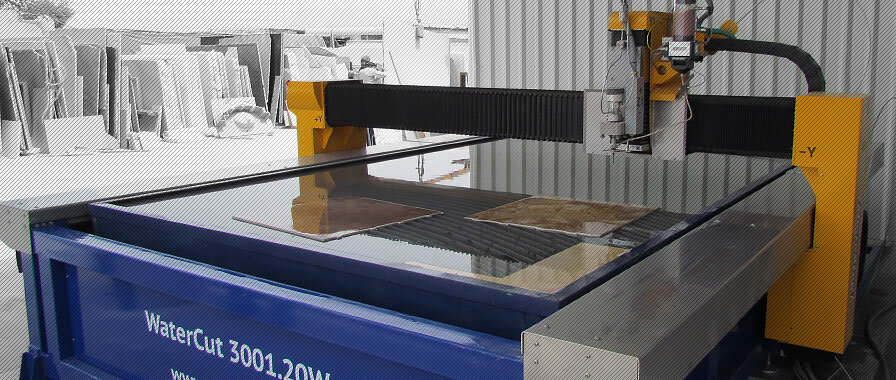 The WaterCut series
The WaterCut series
The WaterCut is a high-precision, reliable and compact waterjet cutting solution that allows 2D and 3D cutting of almost any material – without thermal impact.
-
 AquaCut
AquaCut
 The AquaCut series
The AquaCut series
Highest precision without thermal effects: the AquaCut waterjet cutting system was developed for these cutting requirements of almost all materials. The machine can be equipped with a 5-axis waterjet rotator or combined with a plasma or drilling unit.
- Know-how
Waterjet cutting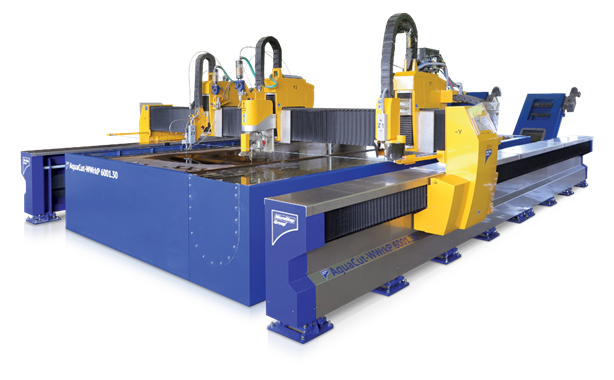 Know-how - Waterjet cutting machine
Know-how - Waterjet cutting machineWaterjet cutting systems are used when thermal influences on the material are unwanted and highest precision is required. They convince with flexible processing options for a multitude of cutting tasks on a wide variety of materials.
-
- Press brakes
-
 SMART
SMART
 SMART series
SMART series
The SMART series from MicroStep Europa and our technology partner ACCURL offers a cost-effective CNC press brake with a wide range of functions and options. In addition, material handling to and from the system can be automated in combination with a robot.

-
 eB ULTRA
eB ULTRA
 eB ULTRA series
eB ULTRA series
The 100% electric press brake of the eB ULTRA series from MicroStep Europa and our technology partner ACCURL is economical to purchase and works accurately and reliably.
-
 EuroMaster
EuroMaster
 EuroMaster series
EuroMaster series
Economical, precise and reliable: Press brakes from the EuroMaster series from MicroStep Europa and our technology partner ACCURL offer a great deal of flexibility in terms of pressing force and working area, for example, at a manageable investment cost. A system series that can also be excellently automated!
-
 GeniusPlus
GeniusPlus
 GeniusPlus series
GeniusPlus series
The GeniusPlus series from MicroStep Europa and our technology partner ACCURL can be tailored extremely flexibly to the respective customer requirements in terms of bending force, bending length and equipment. The series is also ideally suited for use as a tandem or tridem solution. In addition, material handling to and from the system can be automated in combination with a robot.

- Know-how
Press brakes Know-how - press brakes
Know-how - press brakesMicroStep Industry's bending technology offers the highest precision and process reliability, is equipped throughout with high-quality components and can be almost fully automated.
-
- Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Solutions for loading, unloading and storage of sheets or sorting of cut parts: With the MicroStep technologies MSLoad, MSTower, MSSort you automate your cutting systems and get the absolute maximum out of it.



-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalization
Digitalization Digitalization
Digitalization
With MicroStep systems, you are already well prepared today for the networked production of the future. Our experts are happy to advise you – let us take the step into the future together!
- Know-how
Automation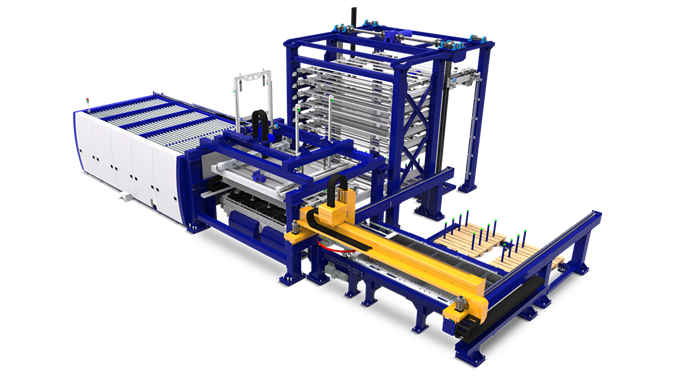 Know-how - Automation technologies
Know-how - Automation technologiesAutomation technologies are an important factor in creating efficient production processes. With suitable material handling systems, for example, the utilization and, as a result, the output of a processing machine can be maximized.
-
- Expert know-how




 Your Partner for Cutting, Bending and Automation
Contact
Your Partner for Cutting, Bending and Automation
Contact

A robot attached to the portal of the plasma cutting machine enables the processing of pipes with extraordinary dimensions
Pipe cutting with robot technology from MicroStep
More flexibility for Jan De Nul Group with an exceptional plasma-oxyfuel cutting machine: An innovative combination of cutting machine and robot technology for processing sheet metal and pipes
Published 20.02.2019 | Erich Wörishofer
Company profile:

Tragel 609308 Hofstade-AalstBelgium
Jan De Nul Group is a leading expert in dredging and marine construction activities, as well as in specialized services
for the offshore industry of oil, gas and renewable energy. These core marine activities are further enhanced by Jan De
Nul Group’s in-house civil and environmental capabilities offering clients a complete package solution.
Machine profile:
MG series + Robot- Working area 12,000 x 3,000 mm
- Cutting of pipes Ø 100 – 2,000 mm up to a length of 12,000 mm
- Plasma rotator for weld preparation up to 50° with auto
calibration feature (ACTG®) - 2D oxyfuel
- Robotic arm with oxyfuel technology for bevel cutting of pipes
- Laser scanner for measuring of the real shape of pipe

A robot arm equipped with an oxy-fuel torch is mounted on the outside of the cutting portal and can process pipes up to Ø 2,000 mm and with wall thicknesses of up to 80 mm.
A robotic arm on a gantry-type CNC plasma and oxyfuel cutting machine capable of cutting both flat plates and pipes with the same gantry? Even if it’s not the first of its kind in the lands of Benelux and beyond, it is still an exceptional and highly innovative combination of high-quality cutting technology. For MicroStep, this newly developed solution has proven to be an eminent success.
There are companies that everybody has heard of, even the people who don’t follow the Belgian industry sector. This is often due to an article in the newspaper or a report on the TV about a success story which illustrates the strength of Belgian companies abroad. You may remember the name Jan De Nul from the mega dredging project in Dubai or the new Suez Canal in Egypt. However, Jan De Nul Group is more than just a dredging company. They have four main areas of interest: dredging and marine works, offshore services, civil works and, finally,
environmental works. The JDN Group has grown into a global player by continuous investment into these four activities. In 2015 the group took over the foundation expert Soetaert NV in order to strengthen its expertise in hydraulic engineering and foundation building.
Unburdening its customers: Everything from design up
to execution is being taken care of
A success strategy is supported by many pillars but one of the most important ones is “unburdening the customer”. In the past, work was based mainly on following the customer’s specifications; today, customers are looking rather for a complete solution to their problem. The multidisciplinary teams of Jan De Nul Group follow the integrated approach – everything from design to execution is being taken care of with their own people and equipment. Some projects even include maintenance and financing. A customer always gets a creative and innovative solution tailored to their own specific needs. This endeavor is supported by a large design and engineering department which serves all four areas of interest.
Continuous investment into new technology and
equipment
An equally important part of the strategy is continuous investment into new technology and equipment. Let’s illustrate this by looking at JDN’s own fleet. It consists of more than 85 ships, 47 of which were built between 2007 and 2013. Bigger isn’t always necessarily better but for large-scale international projects that became JDN’s specialty, it is an asset that cannot be underestimated. The group works with world’s largest trailing suction dredgers, the sister ships Cristóbal Colón and Leiv Eiriksson with hopper capacity of 46 000 m³ and depth range up to 155 m, as well as the subsea rock installation vessels Simon Stevin and Joseph Plateau which are the most powerful vessels of their kind.
“We think that we can make complex parts best by
ourselves.”
More remarkably, Jan de Nul is one of the few dredger companies that design their vessels and equipment themselves. There are good reasons for this. “First of all you have better control over the delivery times and there is also the quality factor. We produce many complex parts of unusual shapes and that requires a great deal of know-how. We think we can make these complex parts best by ourselves. Furthermore, this knowledge you want to keep in your own house and not outsource,” says Jose Pycke, Workshops Manager for Jan De Nul Group. 70 operators work in the production department. It is divided into a material preparation area, welding workshop and machining workshop equipped for processing of very large parts. The largest vertical lathe can handle parts with a diameter up to 5,5 meters.
The complete cutting solution from MicroStep
“Our old oxyfuel cutting machine was still functional, but we couldn’t do weld seam preparation with it. We had to do the bevels manually with a hand torch or an angle grinder, and that took a lot of time. The machine from MicroStep solved this problem,” says Mr. Pycke.
“Furthermore, materials thicker than 25 mm had to be cut with oxyfuel technology which was much slower.” MicroStep delivered the complete cutting solution: with a
12 x 3 m cutting area for plates up to 150 mm thick and a zone for cutting pipes with a robot situated along the outer side of the machine guidelines, the machine is capable
of processing tubes up to Ø 2000 mm and wall thickness 80 mm. The challenge here was to ensure cutting and positioning of pipes in the entire required range of diameters
(Ø 100 – 2000 mm) and thicknesses and, at the same time, to propose a technical solution that would allow the most convenient manipulation of pipes while requiring
minimal construction interventions in the production hall. The final solution was an oxyfuel torch on a robotic arm, as this provides high movement flexibility and isn’t limited
by the height of the gantry. This way it was possible to place the pipe cutting tracks and supporting rollers on the floor level without the need to “sink it” underground. For
compensation of possible deviations of the pipe shape, a laser scanner integrated in the torch holder is used to scan the surface of the pipe in the place of the cut will be. If any deviations are detected, the cutting program is automatically adjusted. The use of a scanner in combination with a sophisticated robot movement control (compensating for the existing inaccuracies of the robot’s construction) and the dedicated 3D CAM software mCAM achieves accurate openings and contours of different shapes. The pipe cutting zone is equipped with a safety light barrier which turns on together with the robot to ensure operational safety.
“First of all, the plasma/oxyfuel cutting machine with the integrated robot has resulted in considerable time savings because all the weld preparation is now done automatically
and in one step, which also increases quality. As to the pipe cutting, not only has our reach been increased, but we can also cut any shape. In terms of flexibility, we have improved significantly,” José Pycke concludes.

EXPERIENCE OUR SYSTEMS LIVE
in the CompetenceCenter South or North
- All four cutting technologies (laser, plasma, oxyfuel, waterjet)
- Innovative automation systems
- The latest solutions for bending and deburring
- Industry 4.0 demo factory
- Easy to reach: in the south and north of Germany










© 2026 Copyright & Page Design by MicroStep Europa - All rights reserved.
