- Laserschneidanlagen
-
 SMART Compact X
SMART Compact X
 SMART Compact X
SMART Compact X
Die Faserlaserschneidanlage SMART Compact X von MicroStep Europa und unserem Technologiepartner ACCURL bietet einen unkomplizierten und äußerst wirtschaftlichen Einstieg in das 2D-Laserschneiden. Sie ist die perfekte Lösung für Unternehmen, die eine zuverlässige Basislösung für typische Schneidaufgaben suchen – mit Fokus auf ein attraktives Investitionsvolumen.



-
 SMART Cube X
SMART Cube X
 SMART Cube X
SMART Cube X
Die Faserlaserschneidanlage SMART Cube X von MicroStep Europa und unserem Technologiepartner ACCURL ist die ideale Lösung für das kompakte Laserschneiden. Sie vereint Effizienz mit minimalem Platzbedarf und ermöglicht die Produktion von hochpräzisen Teilen. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 bis hin zu 1.500 x 3.000 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 12 kW ausgestattet werden.
-
 SmartLINE X
SmartLINE X
 SmartLINE X
SmartLINE X
Die SmartLINE X von MicroStep Europa und ACCURL ist die leistungsfähige und gleichzeitig preiswerte Wahl für Unternehmen, die präzises und wirtschaftliches 2D‑Laserschneiden in gleichbleibend hoher Qualität benötigen. Mit einer Beschleunigung von 2G und einer Transversalgeschwindigkeit von bis zu 140.000 mm/min verbindet die Baureihe dynamische Bewegungsprofile mit stabiler Prozessführung – ideal für effiziente Schneidprozesse im täglichen Betrieb.
-
 MasterLINE X
MasterLINE X
 MasterLINE X
MasterLINE X
Die Faserlaserschneidanlage MasterLINE X von MicroStep Europa und unserem Technologiepartner ACCURL ist ein ultra leistungsstarkes System für qualitativ hochwertigstes 2D- und 3D-Laserschneiden. Mit einer Beschleunigung von 3G und einer Transversalgeschwindigkeit von bis zu 180.000 mm/min setzt die Anlage in Sachen Effizienz neue Maßstäbe! Die Baureihe ist in Bearbeitungsflächen von 3.000 x 1.500 bis hin zu 8.000 x 2.500 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 60 kW ausgestattet werden.

-
 SMART Giant X
SMART Giant X
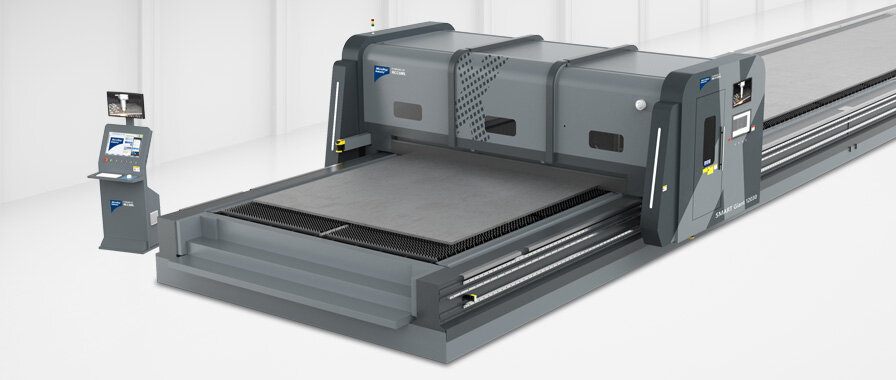 SMART Giant X
SMART Giant X
Der SMART Giant X ist die Großformat-Faserlaseranlage für maximale Effizienz und Autonomie! Ausgestattet mit einem 12–60 kW Laser ermöglicht der SMART Giant X präzise Schnitte auch von größeren Materialstärken bei minimalem Bedienaufwand.
-
 TubeLINE
TubeLINE
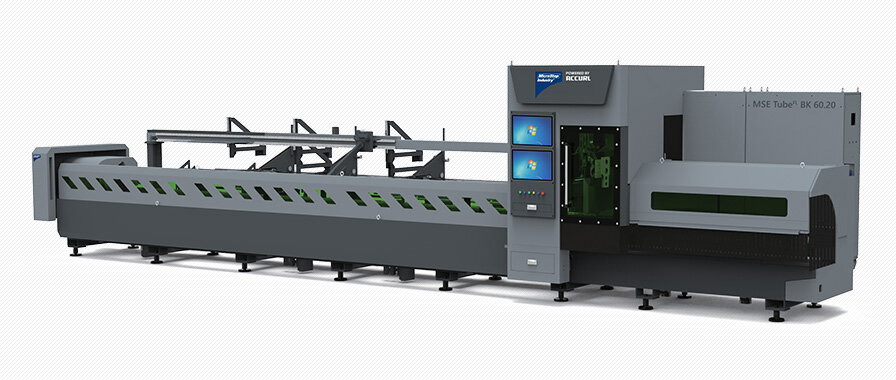 TubeLINE
TubeLINE
Die Faserlaserschneidanlage TubeLINE von MicroStep Europa und unserem Technologiepartner ACCURL ist ein prozesssicheres System für qualitativ hochwertiges und schnelles 2D- und 3D-Laserschneiden von Rohren, Profilen und Trägern. Je nach Ausführung ist ein extrem hoher Automationsgrad und eine Leistung von bis zu 20 kW möglich. So können feinste Konturen und Durchbrüche sowie exakte Fasenschnitte realisiert werden.






-
 MSF Compact
MSF Compact
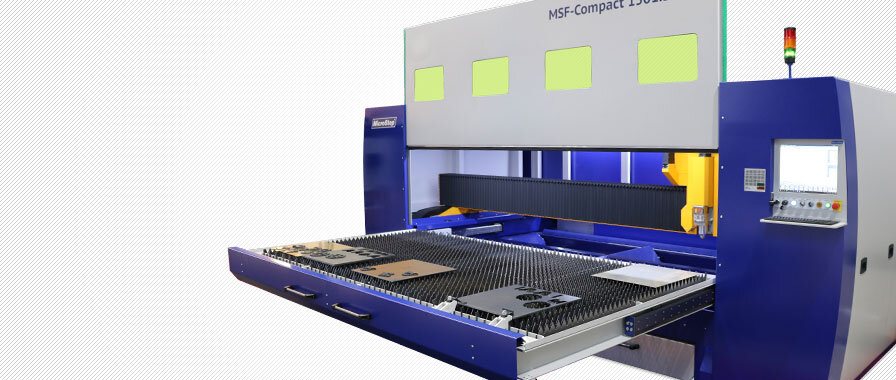 MSF Compact Baureihe
MSF Compact Baureihe
Der MSF Compact vereint präzises 2D-Laserschneiden mit kompaktem Design. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 mm, 1.250 x 2.500 mm und 1.500 x 3.000 mm erhältlich und überzeugt vor allem durch einen geringen Platzbedarf bei gewohnt hoher Schnittqualität. Ein manuell herausziehbarer Schneidtisch ermöglicht dabei ein einfaches und unkompliziertes Be- und Entladen.
-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
Die zuverlässige Faserlaserschneidmaschine für hochpräzise 2D-Schneidanwendungen steht in drei Anlagenformaten mit Laserquellen bis zu 15 kW zur Wahl – inklusive serienmäßig enthaltenem automatischem Wechseltischsystem. Die MSF Cut ist ein leistungsstarke Produktionshelfer, um alle Standardaufgaben der Faserlasertechnologie in hochproduktiver und hochwertiger Ausführung zu erfüllen. Optional kann die Laserschneidanlage weiter automatisiert werden durch MicroSteps Materialhandlingsysteme MSLoad, MSSort und MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro Baureihe
MSF Pro Baureihe
Highspeed und Flexibilität in 3D: der präzise Allrounder MSF Pro ist eine Weltneuheit in Sachen Multifunktionalität. Kein anderes Lasersystem bietet zur Blechbearbeitung ein solches Maß an Fertigungstiefe. Optional lassen sich auch Rohre und Profile schneiden.





-
 MSF Max
MSF Max
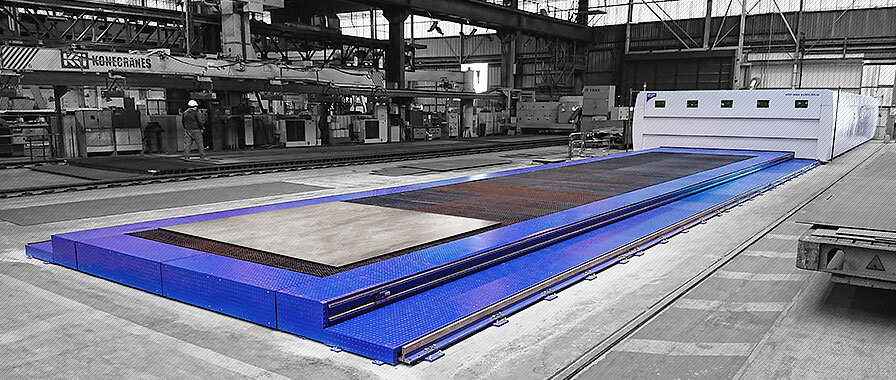 MSF Max Baureihe
MSF Max Baureihe
Der MSF Max ist der Gigant unter den Faserlaserschneidlösungen. Entwickelt zur Bearbeitung von großformatigen Blechen für den Schiffsbau ermöglicht er die präzise 3D-Highspeedbearbeitung von Flachmaterial. Dank mitfahrender Sicherheitskabine steht eine Arbeitsfläche von bis zu 50 m Länge und 6 m Breite zur Verfügung.
 Zubehör
Zubehör Zubehör
ZubehörBei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Laserschneidanlagen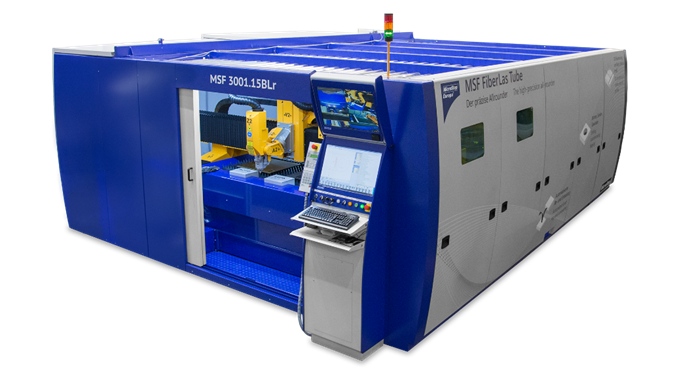 Hintergrundwissen - Laserschneidmaschinen
Hintergrundwissen - LaserschneidmaschinenLaserschneidmaschinen sind die passende Lösung, wenn es um präzisen Zuschnitt bei minimalem Zeitaufwand geht. Hochmoderne Laserschneidanlagen vereinen Präzision, Geschwindigkeit und höchste Multifunktionalität.
-
- Plasmaschneidanlagen
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Kompakt, flexibel und vielseitig: die MasterCut Compact gibt es im Gesamtpaket mit Plasmaquelle und Filteranlage. Das Schneidsystem steht für hervorragende Schnittqualität beim Plasmaschneiden und ist auch mit Fasenschneidkopf zur Schweißnahtvorbereitung erhältlich.
-
 MasterCut
MasterCut
 Die MasterCut Baureihe
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
 MG
MG
 MG Baureihe
MG Baureihe
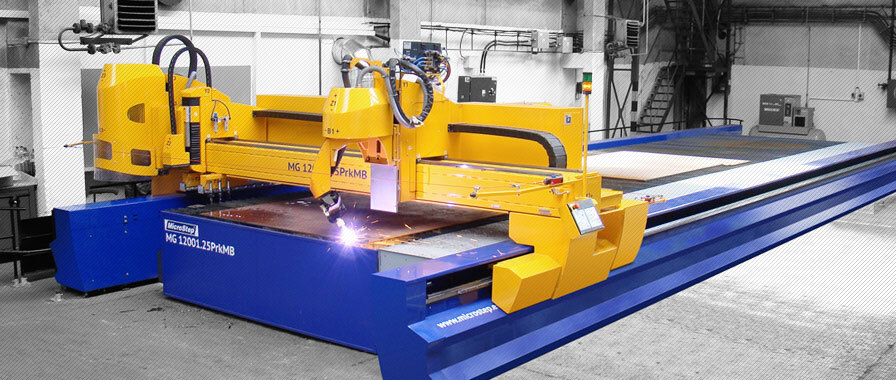
Das Top-Produkt unter den MicroStep-Schneidanlagen. Sie ist für den dauerhaften Einsatz in der Industrie gebaut und erfüllt höchste Anforderungen an Präzision, Leistung und Bedienbarkeit. Die Baureihe MG ist der Alleskönner von MicroStep und Vorreiter der Branche in Sachen Multifunktionalität und Prozesssicherheit.

-
 DRM
DRM
 Die DRM Baureihe
Die DRM Baureihe
Die DRM Baureihe ist der starke Spezialist und dank enormer Fertigungstiefe die Schneidlösung für nahezu jede Aufgabe. Die Plasmaschneidanlage ermöglicht die 3D-Bearbeitung an Blechen, Rohren, Profilen & Behälterböden mit außergewöhnlichen Ausmaßen.

-
 CombiCut
CombiCut
 CombiCut Baureihe
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
-
 DS
DS
 DS Baureihe
DS Baureihe
Die DS Baureihe ist eine automatische zeit- und kosteneffiziente Prozessstraße zur Bearbeitung von Blechen und Profilen. Sie wurde entwickelt, um an Flachmaterial sowie an quadratischen oder rechteckigen Profilen hocheffiziente Bohrungen und Gewinde anbringen und mittels Plasmatechnologie oder Autogentechnologie schneiden zu können.
-
 CPCut & PipeCut
CPCut & PipeCut
 CPCut & PipeCut Baureihe
CPCut & PipeCut Baureihe
Die Schneidlösung für Rohre und Profile wurde für Werkstücke mit großen Durchmessern und Längen entwickelt. Die CPCut & PipeCut Baureihe ermöglicht die 3D-Bearbeitung von Rohren und allen gängigen Profilformen mit Stückgewichten bis 12 Tonnen und kann auch mit mehreren Brennern (Plasma, Autogen) ausgestattet werden.
-
 ProfileCut
ProfileCut
 ProfileCut Baureihe
ProfileCut Baureihe
Die ProfileCut Baureihe ist ein wahrer Allrounder der Trägerbearbeitung. Dank ihrer robusten Bauweise und der großzügigen Bearbeitungsfläche ist die 3D Profil- & Trägerbearbeitung bis 1.000 mm Höhe und 24 m Länge möglich. Der Einsatz des 120°-Fasenschneidkopfs oder eines Bohrsupports garantiert volle Flexibilität.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Plasmaschneidanlagen Hintergrundwissen - Plasmaschneidanlagen
Hintergrundwissen - PlasmaschneidanlagenCNC-Plasmaschneidanlagen überzeugen mit wirtschaftlichen und präzisen Schnitten und sind vor allem bei mittleren Materialstärken konkurrenzlos. Moderne Plasmaschneidmaschinen vereinen Effizienz, dauerhafte Leistungsfähigkeit und Multifunktionalität.
-
- Brennschneidanlagen
-
MasterCut
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
CombiCut
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Brennschneidanlagen Hintergrundwissen - Brennschneidanlagen
Hintergrundwissen - BrennschneidanlagenBrennschneidmaschinen überzeugen durch robusten Aufbau, Präzision und Leistungsstärke bei großen Materialstärken.
-
- Wasserstrahlschneidanlagen
-
 WaterCut
WaterCut
 WaterCut Baureihe
WaterCut Baureihe
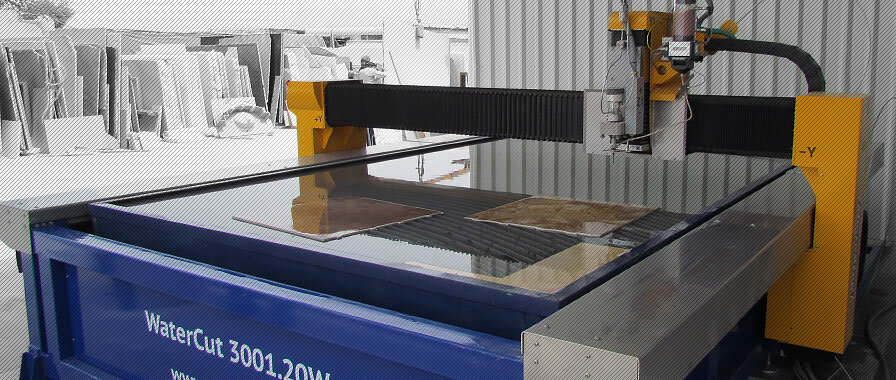
Die WaterCut ist eine hochpräzise, zuverlässige und kompakte Wasserstrahlschneidlösung, die den 2D-und auch 3D-Zuschnitt von nahezu allen Materialien ermöglicht – ohne diese thermisch zu beeinflussen.
-
 AquaCut
AquaCut
 AquaCut Baureihe
AquaCut Baureihe
Höchste Präzision ohne thermische Einwirkung: für diese Schneidanforderungen beinahe aller Materialien wurde die Wasserstrahlschneidanlage AquaCut entwickelt. Die Maschine kann mit einem 5-Achsen Wasserstrahlrotator ausgestattet oder auch mit einer Plasma- oder Bohreinheit kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Wasserstrahlschneidanlagen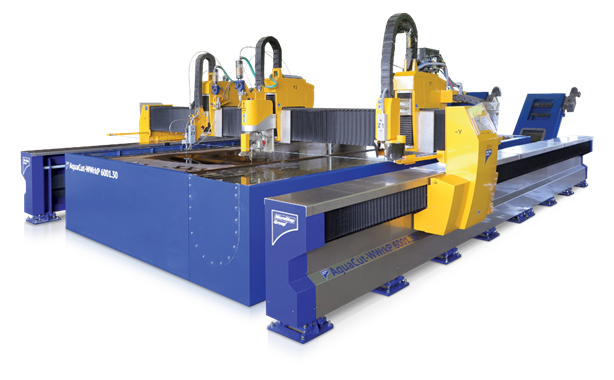 Hintergrundwissen - Wasserstrahlschneidmaschine
Hintergrundwissen - WasserstrahlschneidmaschineWasserstrahlschneidanlagen kommen dann zum Einsatz, wenn thermische Einflüsse auf das Material unerwünscht sind und höchste Präzision gefragt ist. Dabei überzeugen sie mit flexiblen Bearbeitungsoptionen für eine Vielzahl an Schneidaufgaben an unterschiedlichsten Materialien.
-
- Abkantpressen
-
 Genius PLUS X
Genius PLUS X
 NEU: Genius PLUS X Baureihe
NEU: Genius PLUS X Baureihe
Die Genius PLUS X Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL setzt neue Maßstäbe in der modernen Blechbearbeitung. Statt einer klassischen Weiterentwicklung wurde die Maschine von Grund auf neu konzipiert und vereint höchste Leistungsfähigkeit, Präzision und Energieeffizienz. Die neue Maschinenarchitektur bietet eine um 15 % höhere Gesamtsteifigkeit und schafft damit eine erstklassige Grundlage für dauerhaft exakte Biegeergebnisse.


-
 SMART
SMART
 SMART Baureihe
SMART Baureihe
Die SMART Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL bietet eine kosteneffiziente CNC-Abkantpresse mit einer Vielfalt an Funktionen und Optionen. Darüber hinaus lässt sich das Materialhandling zur und von der Anlage in Kombination mit einem Roboter automatisieren.
-
 eB ULTRA
eB ULTRA
 eB ULTRA Baureihe
eB ULTRA Baureihe
Die 100 % elektrische Abkantpresse der Baureihe eB ULTRA von MicroStep Europa und unserem Technologiepartner ACCURL ist wirtschaftlich in der Anschaffung und arbeitet genau und zuverlässig.
-
 EuroMaster
EuroMaster
 EuroMaster Baureihe
EuroMaster Baureihe
Die EuroMaster Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL verfügt bereits in der Grundausstattung über verschiebbare Auflegearme sowie über ACCURL® Qualitäts-Werkzeugklemmungen, Typ PROMECAM. Zudem ist das Materialhandling zur und von der Abkantpresse im Zusammenspiel mit einem Roboter automatisierbar.
-
 Genius GIANT
Genius GIANT
 Genius GIANT Baureihe
Genius GIANT Baureihe
Die Genius GIANT Serie von MicroStep Europa und unserem Technologiepartner ACCURL wurde speziell für große, schwere und anspruchsvolle Biegeaufgaben entwickelt. Bereits in der Grundausstattung verfügt die Baureihe über verschiebbare Auflegearme sowie über ACCURL® Qualitäts-Werkzeugklemmungen vom Typ PROMECAM.
- Hintergrundwissen
Abkantpressen Hintergrundwissen - Abkantpressen
Hintergrundwissen - AbkantpressenBiegetechnologie von MicroStep Industry bietet höchste Präzision und Prozesssicherheit, ist durchgehend mit hochwertigen Komponenten ausgestattet und nahezu vollständig automatisierbar.
-
- Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Lösungen zur Be- und Entladung sowie Lagerung von Blechen bzw. Sortierung geschnittener Teile: Mit den MicroStep Technologien MSLoad, MSTower, MSSort automatisieren Sie Ihre Schneidsysteme und holen so das absolute Maximum aus Ihrer Anlage heraus.


-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalisierung
Digitalisierung Digitalisierung
Digitalisierung
Mit MicroStep-Anlagen sind Sie bereits heute bestens für die vernetzte Fertigung der Zukunft gerüstet. Unsere Experten beraten Sie gerne – Lassen Sie uns den Schritt in die Zukunft gemeinsam gehen!
- Hintergrundwissen
Automation Hintergrundwissen - Automationstechnologien
Hintergrundwissen - AutomationstechnologienAutomationstechnologien sind ein wichtiger Faktor, um Produktionsprozesse effizient zu gestalten. Mit geeigneten Materialhandlingsystemen lässt sich beispielsweise die Auslastung und im Ergebnis der Output einer Bearbeitungsmaschine maximieren.
-
- Expertenwissen






 Your Partner for Cutting, Bending and Automation
Kontakt
Your Partner for Cutting, Bending and Automation
Kontakt

Eine Kombination unterschiedlicher Schneidverfahren und Bearbeitungstechnologien erzeugt viele Vorteile
Mit multifunktionalen Anlagenlösungen Qualität steigern und Kosten reduzieren
Moderne Schneidsysteme bieten vielfältige Bearbeitungsmöglichkeiten und helfen so noch produktiver zu werden. Für prozesssichere und reproduzierbare Ergebnisse beim Schneiden, Bohren oder Markieren sorgen zusätzliche Technologien
Publiziert 17.11.2021 | Erich Wörishofer
Höher, schneller, weiter. Der olympische Gedanke ist in abgewandelter Form auch in der metallverarbeitenden Industrie gefragt. Viele Unternehmen vertrauen auf immer vielseitigere Schneidsysteme, um dem Druck des Marktes nach mehr Individualität und Qualität bis hinunter zu Losgröße 1 mit einer effizienteren und flexibleren Produktion zu begegnen. Mit entsprechenden Lösungen können Bleche, Rohre, Profile und Behälterböden an nur einer Anlage mit verschiedenen Schneidverfahren multifunktional, präzise und prozesssicher bearbeitet werden.
Die Bemessungsgrundlagen bei der Bewertung der Produktion sind einheitlich: es geht um Fertigungsgeschwindigkeit, Qualität und auch um Produktionskosten. Das ist in der metallverarbeitenden Industrie nicht anders, wie in anderen produzierenden Branchen. Bei der Auswahl der richtigen Technologien ist die Flexibilität ein weiteres Kriterium, schließlich gilt es auf sich verändernde Kundenbedürfnisse zu reagieren, das Portfolio bei Bedarf anzupassen, sich vorausschauend breit aufstellen zu können. Schon seit vielen Jahren müssen Metallbauunternehmen den Spagat meistern, bei gleichbleibender Qualität immer schneller, immer individuellere Bauteile produzieren zu können.
Um für diese stetig zunehmenden Herausforderungen gewappnet zu sein, setzen Entscheider vermehrt auf multifunktionale Schneidlösungen, die eine Vielzahl von Vorteilen vereinen: Kombinierte Anlagenlösungen können an einem CNC-Schneidsystem unterschiedlichste Bearbeitungsoptionen für verschiedenste Geometrien vollautomatisch kombinieren. So sind Technologien zum Schneiden von präzisen Löchern und Konturen, Anarbeiten von Schweißnahtvorbereitungen sowie Bohren, Senken, Gewinden, Markieren, Körnen oder Scannen kombinierbar. Diese Optionen lassen sich flexibel zur Bearbeitung von Blechen, Rohren, Profilen oder Behälterböden nutzen – als reine Spezialisten oder in Kombigeräten. Mit modernen Fasenaggregaten lassen sich sogar Träger von drei Seiten und Klöpperböden bis unter die Krempe bearbeiten. Auch unterschiedliche Schneidverfahren können auf einer Anlage vereint werden: so sind weltweit vielfach Schneidzentren zur Bearbeitung mittels Plasma-, Autogen-, Laser- oder Wasserstrahltechnologie in unterschiedlichen Spielformen im Einsatz – für 2D-Schnitte oder auch 3D-Bearbeitungen. Dabei schaffen diese Alleskönner nicht nur die nötige Flexibilität, sie helfen Anwendern auch dabei, massiv Produktionszeit und somit Produktionskosten einzusparen. Denn wer an einer Anlage aus einem Blech Konturen ausschneidet, Fasen anarbeitet und auch noch Bohrlöcher und Gewinde einbringt, dem entfällt einiges Aufwand: kein Materialhandling mehr zwischen einzelnen Maschinen, kein Transport zum oder vom Zwischenlager zwischen den Bearbeitungsschritten, kein mehrmaliges Aufspannen, Einrichten und Abarbeiten. Lediglich einmaliges Beladen, Bearbeiten und Entladen – fertig. Die Zeitersparnis ist dabei von Fall zu Fall unterschiedlich. Aber über das Jahr verteilt enorm. Das heißt: Mitarbeiter werden nicht mehr gebunden mit weniger produktiven Tätigkeiten; sind frei, um ihre Qualifikationen gewinnbringender einzusetzen.

Beispiel 3D-Plasmaschneidanlage MG: die flexible Anlage kann Bleche, Rohre, Profile und Behälterböden prozesssicher bearbeiten. Ähnliche Flexibilität ist auch mit anderen Schneidverfahren möglich.
Die Kunst der Prozesssicherheit bei jeder Technologie
Die Kunst bei multifunktionalen Schneidanlagen ist dabei, diese auch während des kompletten Maschinenlebens – auch im Mehrschichtbetrieb – mit gleichbleibend hoher Qualität zu betreiben und reproduzierbare Ergebnisse zu erzielen. Verschiedene Schneidverfahren für den 2D-Zuschnitt, die automatisierte Schweißnahtvorbereitung beim Fasenschneiden oder weitere Optionen zum Bohren, Gewindeschneiden oder Markieren sind nicht ohne weiteres ohne Qualitätseinbußen auf unterschiedlichen Geometrien und Halbzeugen verwendbar. MicroStep hat hierfür eine Vielzahl von Technologien entwickelt und weltweit vielfach im Einsatz, damit CNC-Schneidsysteme prozesssicher und präzise ihre flexiblen Stärken ausspielen können. Davon profitieren kleine und mittelständische Metallbaubetriebe sowie auch große Unternehmen wie Bosch, Doppelmayr, GEA oder stürmsfs.
Allen voran von MicroSteps ACTG®-Technologie: die patentierte, automatische Kalibriereinheit „Automatic Calibration of Tool Geometry“ stellt sicher, dass beim Einsatz von Rotatortechnologie beim Drehen und Kippen die Brennerspitze immer exakt in die gewünschte Position verfährt. ACTG® reduziert die Notwendigkeit einer mechanischen Rejustierung des Fasenkopfes und reduziert damit – z. B. im Falle einer Kollision – die Rüstzeit der Maschine von mehreren Stunden auf einige Minuten. „Beim Thema Fasenschneiden in dieser Qualität hat MicroStep ein Alleinstellungsmerkmal, die für das Roboterschweißen erforderlichen Toleranzen einzuhalten“, sagt Walter Eberle, stv. Produktionsleiter Fertigungsplanung bei der Doppelmayr Seilbahnen GmbH. Doppelmayr arbeitet seit rund zwei Jahrzehnten im Bereich Zuschnitt mit MicroStep zusammen.
Das Kalibriersystem kommt auch bei der Vermessung und Justierung weiterer Werkzeuge zum Einsatz – beispielsweise bei der Verwendung eines Bohrsupports. ACTG ® vermisst exakt die Werkzeuge und schafft somit die Grundlage, um bei der Abstandsmessung zwischen Bohrloch und Außenkontur die Breite der Schnittfuge genau zu berücksichtigen. Zum anderen ermittelt die Kalibriereinheit den Offset zwischen Brenner und Bohrwerkzeug. Beides Basis für dauerhaft exakte Bohrlöcher, Gewinde und Senkungen.
Automatisierte Schweißnahtvorbereitung steigert Produktivität
Mit weiteren Lösungen wird bei der automatisierten Schweißnahtvorbereitung passgenau auf den jeweiligen Schneidprozess (Autogen, Plasma, Laser, Wasserstrahl) die Präzision maximiert und dauerhaft stabilisiert. Die Aufgabe dieser intelligenten und teils selbstlernenden Systeme ist es unter anderem, die technologiebedingte Ungenauigkeiten auszugleichen sowie die Material-Oberfläche und deren Abstand zum Fasenaggregat exakt zu erfassen.
Folgende Technologien stehen je nach Schneidverfahren zur Auswahl, um die gewünschte Fase (V positiv/negativ, Y positiv/ negativ, X oder K) anzubringen: ein Laserrotator für Fasenschnitte bis 45°, ein Plasmarotator für Fasenschnitte bis 52°, ein Autogenrotator für Fasenschnitte bis 60° sowie ein Wasserstrahlrotator für Fasenschnitte bis 45°.
„Wir hatten von Beginn an den Eindruck, dass wir ein Fasenaggregat und Bohrwerk kriegen, das State-of-the-Art und technologisch führend ist. Die Anlage ist sehr produktiv und sie ist auch prozesssicher.“
Marcel Meier
Bereichsleiter Beschaffung / Unternehmensentwicklung | stürmsfs AG
Zudem können bei Plasma-, Laser- und Autogenrotatoren mithilfe eines Multifunktionsscanners und MicroSteps ABP®-Technologie auch im Nachgang noch Fasen an bereits geschnittene Bauteile angebracht werden. Das erprobte System ist eine kostengünstige Alternative zum Roboter, reduziert wie auch das direkte Anbringen von Schweißkanten mittels CNC-Maschine die manuelle Nacharbeit und hilft Material sowie Betriebskosten einzusparen. „Wir hatten von Beginn an den Eindruck, dass wir ein Fasenaggregat und Bohrwerk kriegen, das State-of-the-Art und technologisch führend ist. Die Anlage ist sehr produktiv und sie ist auch prozesssicher“, bestätigt Marcel Meier, Bereichsleiter Beschaffung / Unternehmensentwicklung bei stürmsfs AG.
Lösungen, um beim Materialhandling keine Zeit zu verlieren
Mit den immer präziser werdenden Werkzeugen und prozesssicheren Systemen werden die Anlagen immer schneller. Der begrenzende Faktor wird zunehmend das Materialhandling. Die halbmanuelle Be- und Entladung der Werkstücke nimmt meist deutlich mehr Zeit in Anspruch, als durch den Bearbeitungsprozess gewonnen werden kann. Automatisierte und vielseitige Materialhandlingsysteme können hier Schritt halten und sind nützliche Helfer, um die Effizienz zusätzlich auf ein neues Level zu heben. Beispielsweise das MSLoop-System, ein im Paternoster-Prinzip verfahrendes Wechseltischsystem aus mehreren Schneidrosten, das den Durchsatz von CNC-Schneidanlagen maßgeblich erhöht, da die Anlage das gleichzeitige Laden, Schneiden und Entladen in separaten Zonen ermöglicht. Oder eine noch höhere Stufe der Automation durch die Einbindung des Blechladesystems MSLoad in Verbindung mit einem Wechseltisch sowie dem Lagersystem MSTower und dem Teilesortiersystem MSSort. Je nach Anforderung können Produzenten somit das jeweils passende System für sich nutzen und gewinnbringend einsetzen. Für eine flexiblere, schnellere und stabilere Fertigung mit nur einer Anlagenlösung.

MicroSteps MSLoop-System beim australischen Schiffsbauprojekt ANI. Mehr erfahren unter Australische Schiffswerft investiert in hocheffiziente Lösung
EXTRA: SCHNEIDVERFAHREN IM ÜBERBLICK

Autogenschneiden: wirtschaftliche Methode für mittlere und höhere Baustahldicken
Das autogene Brennschneiden hat seine Stärken im mittleren und größeren Materialdickenbereich und kann Werkstoffe bis 300 mm trennen. Die Investition- und Verschleißteilkosten sind vergleichsweise gering. Das thermische Trennverfahren ist lediglich für Baustahl geeignet, hat einen großen Wärmeeintrag ins Material und Einbußen bei der Schnittqualität.
Mehr zum Brennschneiden
Plasmaschneiden: Leitfähige Materialien hochwertig und effizient im dünnen und mittleren Materialstärkenbereich bearbeiten
Mit der Plasmatechnologie können alle leitfähigen Materialien wie Baustahl, Edelstahl und Aluminium im dünnen und mittleren Materialstärkebereich effizient bearbeitet werden. Die Qualität ist sehr hoch, die Werkstoffe können nahezu nachbearbeitungsfrei geschnitten werden. Die Technologie ist deutlich schneller als Autogen, bietet hohe Flexibilität bei Materialarten und Materialstärken und die Möglichkeit zur Automatisierbarkeit. Die Schnittfuge ist etwas breiter als beim Laser, bei feinsten Innenkonturen gibt es Einschränkungen. Zudem ist die Technologie sehr laut.
Mehr zum Plasmaschneiden
Laserschneiden: Verschiedene Materialien mit dünneren Dicken schnell und präzise bearbeiten
Das Laserschneiden steht für Präzision, Geschwindigkeit und geringen Wärmeeintrag und hat seine Stärken vor allem im Dünnblechbereich. Mit Lasertechnologie können Metalle ebenso wie Kunststoffe, Holz, Papier oder auch Verbundwerkstoffe geschnitten werden. So sind sehr kleine Löcher, schmale Stege und spitzwinklige Geometrien möglich. Im Vergleich zu anderen Prozessen sind die Investitions- und Betriebskosten ungleich höher und der Blechdickenbereich, der wirtschaftlich bearbeitet werden kann, ist eingeschränkt. Auch wenn die Entwicklung hier schnell voranschreitet und zunehmend höhere Materialstärken mit 20 mm und mehr wirtschaftlich geschnitten werden können.
Mehr zum Laserschneiden
Wasserstrahlschneiden: Alles-Schneider ohne thermische Einwirkung
Wasserstrahlschneiden ist im Gegensatz zu den anderen Trennverfahren ein kalter Schneidprozess und bringt somit keine thermische Einwirkung ins Material. Diese Schneidtechnik besticht durch enorme Präzision mit winkelgenauen Schnitten und der Möglichkeit unterschiedlichste Werkstoffe zu bearbeiten. Die Technologie ist allerdings deutlich langsamer und erfordert viel Aufwand beim Unterhalt durch Entsorgung von Wasser und Abrasiv oder durch Wassereinwirkung auf Maschinenkomponenten.
Mehr zum Wasserstrahlschneiden
 Erich Wörishofer
Erich Wörishofer
ist Content Creator bei MicroStep Europa. Er hat jahrelange Erfahrung als Redakteur in den Bereichen Tageszeitung und im PR und lebt nun seine Leidenschaft für Wortakrobatik und ausführliche Recherche bei MicroStep aus. Er ist im ständigen Austausch mit unseren Technologieexperten und besucht für Interviews und Videos unsere Kunden vor Ort.

ERLEBEN SIE UNSERE ANLAGEN LIVE
im CompetenceCenter Süd oder Nord
- Alle vier Schneidtechnologien (Laser, Plasma, Autogen, Wasserstrahl)
- Innovative Automationssysteme
- Neuste Lösungen zum Biegen und Entgraten
- Industrie 4.0 Demofabrik
- Gut zu erreichen: im Süden und Norden Deutschlands












© 2026 Copyright & Page Design by MicroStep Europa - Alle Rechte vorbehalten.

