- Laserschneidanlagen
-
 SMART Compact X
SMART Compact X
 SMART Compact X
SMART Compact X
Die Faserlaserschneidanlage SMART Compact X von MicroStep Europa und unserem Technologiepartner ACCURL bietet einen unkomplizierten und äußerst wirtschaftlichen Einstieg in das 2D-Laserschneiden. Sie ist die perfekte Lösung für Unternehmen, die eine zuverlässige Basislösung für typische Schneidaufgaben suchen – mit Fokus auf ein attraktives Investitionsvolumen.



-
 SMART Cube X
SMART Cube X
 SMART Cube X
SMART Cube X
Die Faserlaserschneidanlage SMART Cube X von MicroStep Europa und unserem Technologiepartner ACCURL ist die ideale Lösung für das kompakte Laserschneiden. Sie vereint Effizienz mit minimalem Platzbedarf und ermöglicht die Produktion von hochpräzisen Teilen. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 bis hin zu 1.500 x 3.000 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 12 kW ausgestattet werden.
-
 SmartLINE X
SmartLINE X
 SmartLINE X
SmartLINE X
Die SmartLINE X von MicroStep Europa und ACCURL ist die leistungsfähige und gleichzeitig preiswerte Wahl für Unternehmen, die präzises und wirtschaftliches 2D‑Laserschneiden in gleichbleibend hoher Qualität benötigen. Mit einer Beschleunigung von 2G und einer Transversalgeschwindigkeit von bis zu 140.000 mm/min verbindet die Baureihe dynamische Bewegungsprofile mit stabiler Prozessführung – ideal für effiziente Schneidprozesse im täglichen Betrieb.
-
 MasterLINE X
MasterLINE X
 MasterLINE X
MasterLINE X
Die Faserlaserschneidanlage MasterLINE X von MicroStep Europa und unserem Technologiepartner ACCURL ist ein ultra leistungsstarkes System für qualitativ hochwertigstes 2D- und 3D-Laserschneiden. Mit einer Beschleunigung von 3G und einer Transversalgeschwindigkeit von bis zu 180.000 mm/min setzt die Anlage in Sachen Effizienz neue Maßstäbe! Die Baureihe ist in Bearbeitungsflächen von 3.000 x 1.500 bis hin zu 8.000 x 2.500 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 60 kW ausgestattet werden.

-
 SMART Giant X
SMART Giant X
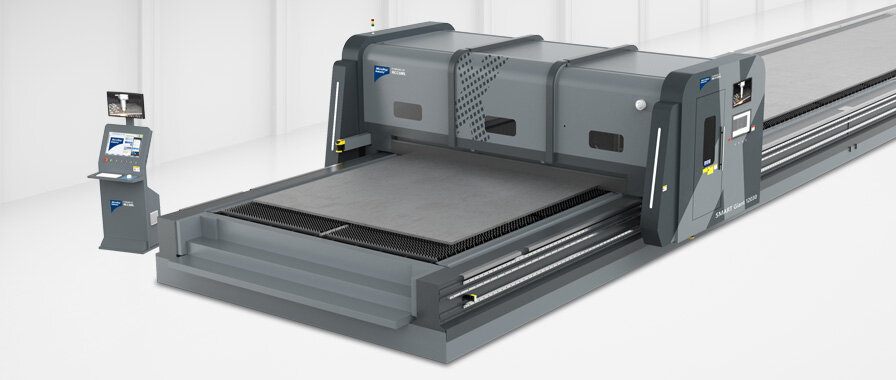 SMART Giant X
SMART Giant X
Der SMART Giant X ist die Großformat-Faserlaseranlage für maximale Effizienz und Autonomie! Ausgestattet mit einem 12–60 kW Laser ermöglicht der SMART Giant X präzise Schnitte auch von größeren Materialstärken bei minimalem Bedienaufwand.
-
 TubeLINE
TubeLINE
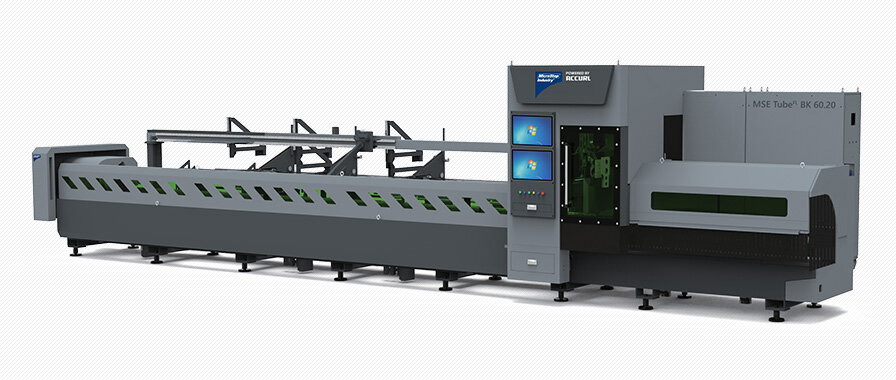 TubeLINE
TubeLINE
Die Faserlaserschneidanlage TubeLINE von MicroStep Europa und unserem Technologiepartner ACCURL ist ein prozesssicheres System für qualitativ hochwertiges und schnelles 2D- und 3D-Laserschneiden von Rohren, Profilen und Trägern. Je nach Ausführung ist ein extrem hoher Automationsgrad und eine Leistung von bis zu 20 kW möglich. So können feinste Konturen und Durchbrüche sowie exakte Fasenschnitte realisiert werden.






-
 MSF Compact
MSF Compact
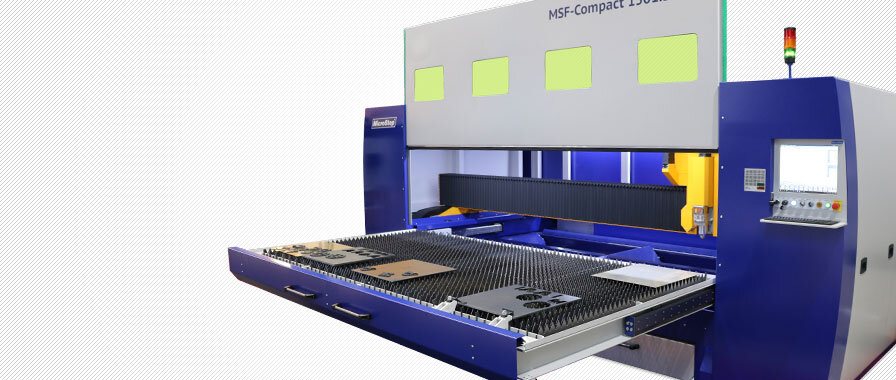 MSF Compact Baureihe
MSF Compact Baureihe
Der MSF Compact vereint präzises 2D-Laserschneiden mit kompaktem Design. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 mm, 1.250 x 2.500 mm und 1.500 x 3.000 mm erhältlich und überzeugt vor allem durch einen geringen Platzbedarf bei gewohnt hoher Schnittqualität. Ein manuell herausziehbarer Schneidtisch ermöglicht dabei ein einfaches und unkompliziertes Be- und Entladen.
-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
Die zuverlässige Faserlaserschneidmaschine für hochpräzise 2D-Schneidanwendungen steht in drei Anlagenformaten mit Laserquellen bis zu 15 kW zur Wahl – inklusive serienmäßig enthaltenem automatischem Wechseltischsystem. Die MSF Cut ist ein leistungsstarke Produktionshelfer, um alle Standardaufgaben der Faserlasertechnologie in hochproduktiver und hochwertiger Ausführung zu erfüllen. Optional kann die Laserschneidanlage weiter automatisiert werden durch MicroSteps Materialhandlingsysteme MSLoad, MSSort und MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro Baureihe
MSF Pro Baureihe
Highspeed und Flexibilität in 3D: der präzise Allrounder MSF Pro ist eine Weltneuheit in Sachen Multifunktionalität. Kein anderes Lasersystem bietet zur Blechbearbeitung ein solches Maß an Fertigungstiefe. Optional lassen sich auch Rohre und Profile schneiden.





-
 MSF Max
MSF Max
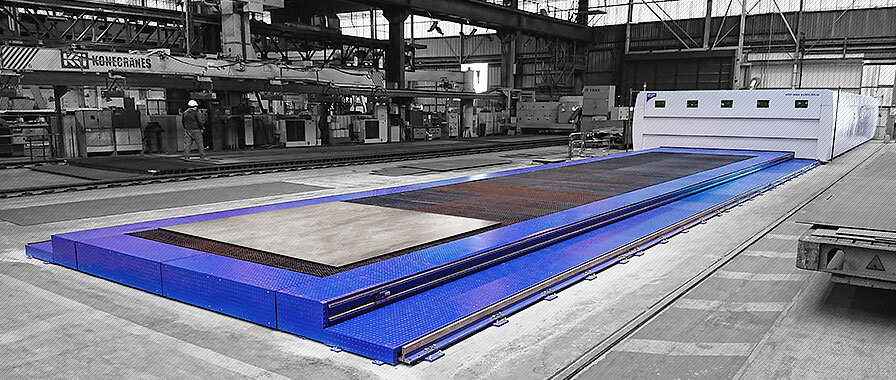 MSF Max Baureihe
MSF Max Baureihe
Der MSF Max ist der Gigant unter den Faserlaserschneidlösungen. Entwickelt zur Bearbeitung von großformatigen Blechen für den Schiffsbau ermöglicht er die präzise 3D-Highspeedbearbeitung von Flachmaterial. Dank mitfahrender Sicherheitskabine steht eine Arbeitsfläche von bis zu 50 m Länge und 6 m Breite zur Verfügung.
 Zubehör
Zubehör Zubehör
ZubehörBei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Laserschneidanlagen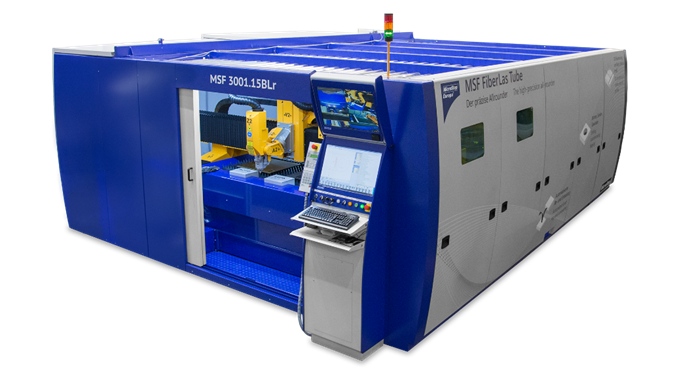 Hintergrundwissen - Laserschneidmaschinen
Hintergrundwissen - LaserschneidmaschinenLaserschneidmaschinen sind die passende Lösung, wenn es um präzisen Zuschnitt bei minimalem Zeitaufwand geht. Hochmoderne Laserschneidanlagen vereinen Präzision, Geschwindigkeit und höchste Multifunktionalität.
-
- Plasmaschneidanlagen
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Kompakt, flexibel und vielseitig: die MasterCut Compact gibt es im Gesamtpaket mit Plasmaquelle und Filteranlage. Das Schneidsystem steht für hervorragende Schnittqualität beim Plasmaschneiden und ist auch mit Fasenschneidkopf zur Schweißnahtvorbereitung erhältlich.
-
 MasterCut
MasterCut
 Die MasterCut Baureihe
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
 MG
MG
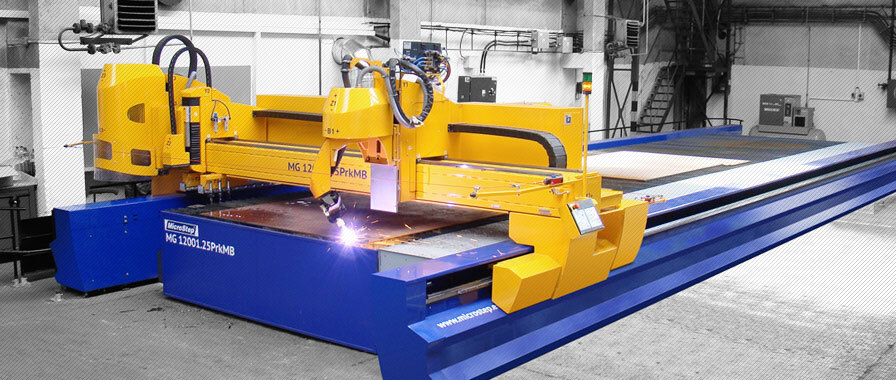 MG Baureihe
MG Baureihe
Das Top-Produkt unter den MicroStep-Schneidanlagen. Sie ist für den dauerhaften Einsatz in der Industrie gebaut und erfüllt höchste Anforderungen an Präzision, Leistung und Bedienbarkeit. Die Baureihe MG ist der Alleskönner von MicroStep und Vorreiter der Branche in Sachen Multifunktionalität und Prozesssicherheit.

-
 DRM
DRM
 Die DRM Baureihe
Die DRM Baureihe
Die DRM Baureihe ist der starke Spezialist und dank enormer Fertigungstiefe die Schneidlösung für nahezu jede Aufgabe. Die Plasmaschneidanlage ermöglicht die 3D-Bearbeitung an Blechen, Rohren, Profilen & Behälterböden mit außergewöhnlichen Ausmaßen.

-
 CombiCut
CombiCut
 CombiCut Baureihe
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
-
 DS
DS
 DS Baureihe
DS Baureihe
Die DS Baureihe ist eine automatische zeit- und kosteneffiziente Prozessstraße zur Bearbeitung von Blechen und Profilen. Sie wurde entwickelt, um an Flachmaterial sowie an quadratischen oder rechteckigen Profilen hocheffiziente Bohrungen und Gewinde anbringen und mittels Plasmatechnologie oder Autogentechnologie schneiden zu können.
-
 CPCut & PipeCut
CPCut & PipeCut
 CPCut & PipeCut Baureihe
CPCut & PipeCut Baureihe
Die Schneidlösung für Rohre und Profile wurde für Werkstücke mit großen Durchmessern und Längen entwickelt. Die CPCut & PipeCut Baureihe ermöglicht die 3D-Bearbeitung von Rohren und allen gängigen Profilformen mit Stückgewichten bis 12 Tonnen und kann auch mit mehreren Brennern (Plasma, Autogen) ausgestattet werden.
-
 ProfileCut
ProfileCut
 ProfileCut Baureihe
ProfileCut Baureihe
Die ProfileCut Baureihe ist ein wahrer Allrounder der Trägerbearbeitung. Dank ihrer robusten Bauweise und der großzügigen Bearbeitungsfläche ist die 3D Profil- & Trägerbearbeitung bis 1.000 mm Höhe und 24 m Länge möglich. Der Einsatz des 120°-Fasenschneidkopfs oder eines Bohrsupports garantiert volle Flexibilität.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Plasmaschneidanlagen Hintergrundwissen - Plasmaschneidanlagen
Hintergrundwissen - PlasmaschneidanlagenCNC-Plasmaschneidanlagen überzeugen mit wirtschaftlichen und präzisen Schnitten und sind vor allem bei mittleren Materialstärken konkurrenzlos. Moderne Plasmaschneidmaschinen vereinen Effizienz, dauerhafte Leistungsfähigkeit und Multifunktionalität.
-
- Brennschneidanlagen
-
MasterCut
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
CombiCut
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Brennschneidanlagen Hintergrundwissen - Brennschneidanlagen
Hintergrundwissen - BrennschneidanlagenBrennschneidmaschinen überzeugen durch robusten Aufbau, Präzision und Leistungsstärke bei großen Materialstärken.
-
- Wasserstrahlschneidanlagen
-
 WaterCut
WaterCut
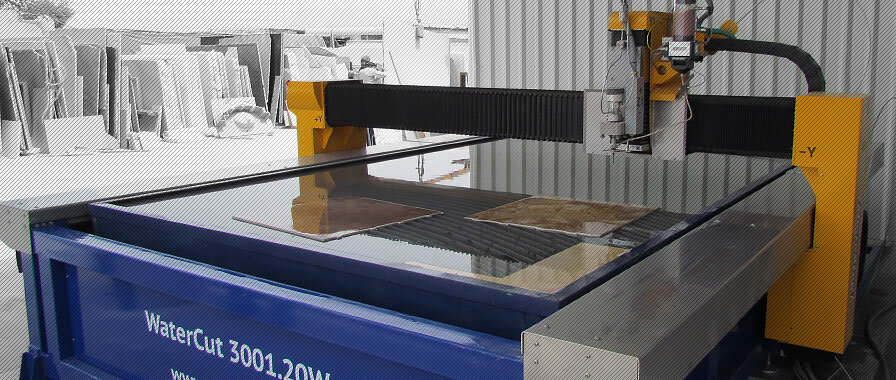 WaterCut Baureihe
WaterCut Baureihe
Die WaterCut ist eine hochpräzise, zuverlässige und kompakte Wasserstrahlschneidlösung, die den 2D-und auch 3D-Zuschnitt von nahezu allen Materialien ermöglicht – ohne diese thermisch zu beeinflussen.
-
 AquaCut
AquaCut
 AquaCut Baureihe
AquaCut Baureihe
Höchste Präzision ohne thermische Einwirkung: für diese Schneidanforderungen beinahe aller Materialien wurde die Wasserstrahlschneidanlage AquaCut entwickelt. Die Maschine kann mit einem 5-Achsen Wasserstrahlrotator ausgestattet oder auch mit einer Plasma- oder Bohreinheit kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Wasserstrahlschneidanlagen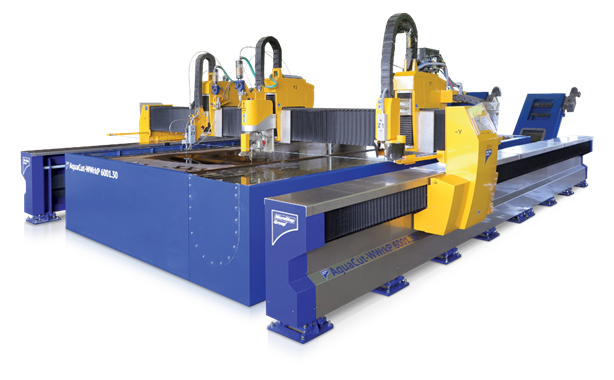 Hintergrundwissen - Wasserstrahlschneidmaschine
Hintergrundwissen - WasserstrahlschneidmaschineWasserstrahlschneidanlagen kommen dann zum Einsatz, wenn thermische Einflüsse auf das Material unerwünscht sind und höchste Präzision gefragt ist. Dabei überzeugen sie mit flexiblen Bearbeitungsoptionen für eine Vielzahl an Schneidaufgaben an unterschiedlichsten Materialien.
-
- Abkantpressen
-
 SMART
SMART
 SMART Baureihe
SMART Baureihe
Die SMART Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL bietet eine kosteneffiziente CNC-Abkantpresse mit einer Vielfalt an Funktionen und Optionen. Darüber hinaus lässt sich das Materialhandling zur und von der Anlage in Kombination mit einem Roboter automatisieren.

-
 eB ULTRA
eB ULTRA
 eB ULTRA Baureihe
eB ULTRA Baureihe
Die 100 % elektrische Abkantpresse der Baureihe eB ULTRA von MicroStep Europa und unserem Technologiepartner ACCURL ist wirtschaftlich in der Anschaffung und arbeitet genau und zuverlässig.
-
 EuroMaster
EuroMaster
 EuroMaster Baureihe
EuroMaster Baureihe
Die EuroMaster Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL verfügt bereits in der Grundausstattung über verschiebbare Auflegearme sowie über ACCURL® Qualitäts-Werkzeugklemmungen, Typ PROMECAM. Zudem ist das Materialhandling zur und von der Abkantpresse im Zusammenspiel mit einem Roboter automatisierbar.
-
 GeniusPlus
GeniusPlus
 GeniusPlus Baureihe
GeniusPlus Baureihe
Die GeniusPlus Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL kann – sowohl was Biegekraft, Biegelänge als auch Ausstattung angeht – äußerst flexibel auf die jeweiligen Kundenwünsche zugeschnitten werden. Die Baureihe ist zudem hervorragend dafür geeignet, auch als Tandem- bzw. Tridem-Lösung ausgeführt zu werden. Zudem ist das Materialhandling zur und von der Anlage im Zusammenspiel mit einem Roboter automatisierbar.

- Hintergrundwissen
Abkantpressen Hintergrundwissen - Abkantpressen
Hintergrundwissen - AbkantpressenBiegetechnologie von MicroStep Industry bietet höchste Präzision und Prozesssicherheit, ist durchgehend mit hochwertigen Komponenten ausgestattet und nahezu vollständig automatisierbar.
-
- Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Lösungen zur Be- und Entladung sowie Lagerung von Blechen bzw. Sortierung geschnittener Teile: Mit den MicroStep Technologien MSLoad, MSTower, MSSort automatisieren Sie Ihre Schneidsysteme und holen so das absolute Maximum aus Ihrer Anlage heraus.


-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalisierung
Digitalisierung Digitalisierung
Digitalisierung
Mit MicroStep-Anlagen sind Sie bereits heute bestens für die vernetzte Fertigung der Zukunft gerüstet. Unsere Experten beraten Sie gerne – Lassen Sie uns den Schritt in die Zukunft gemeinsam gehen!
- Hintergrundwissen
Automation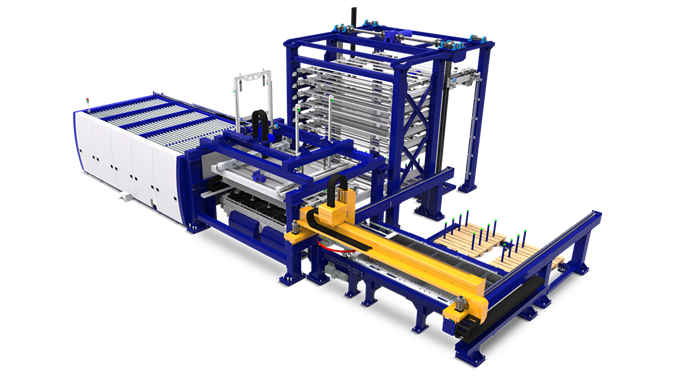 Hintergrundwissen - Automationstechnologien
Hintergrundwissen - AutomationstechnologienAutomationstechnologien sind ein wichtiger Faktor, um Produktionsprozesse effizient zu gestalten. Mit geeigneten Materialhandlingsystemen lässt sich beispielsweise die Auslastung und im Ergebnis der Output einer Bearbeitungsmaschine maximieren.
-
- Expertenwissen






 Your Partner for Cutting, Bending and Automation
Kontakt
Your Partner for Cutting, Bending and Automation
Kontakt
Plasmaschneiden | Infos zur Plasmatechnik
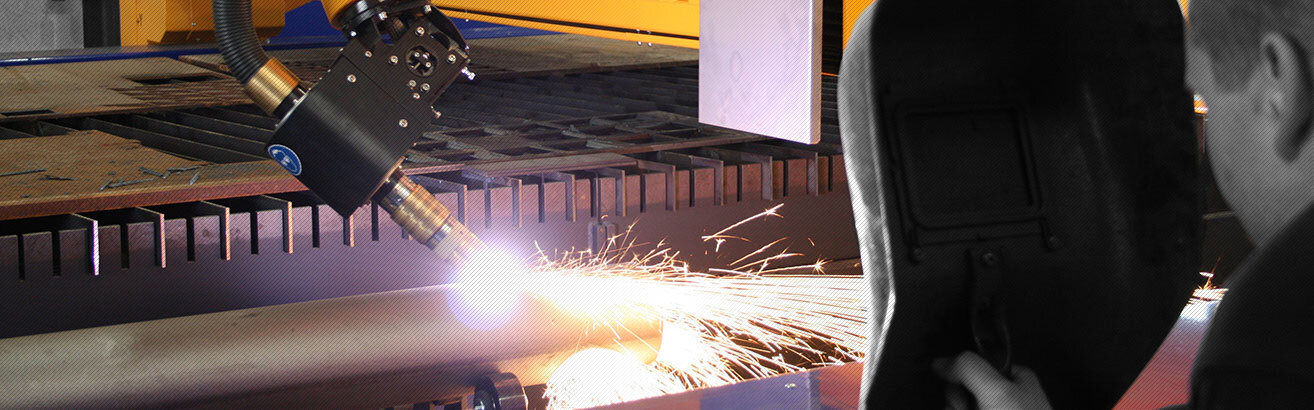
Ein Plasmaschneider erzeugt einen Lichtbogen zwischen einer Elektrode und dem Werkstück. Der Plasmabogen schmilzt das Metall und das Plasmagas entfernt die geschmolzenen Materialien.

Die Funktion „Smart Z Movement“ schöpft das volle Potential Ihres Schneidsystems während des Schneidvorgangs aus und beschleunigt Ihre Produktion – auch nachträglich installierbar

MicroStep hat eine Reihe von Technologien entwickelt, die es Kunden erlauben bei der Bearbeitung von Blechen, Rohren, Profilen oder Behälterböden noch effizientere und hochwertigere Ergebnisse zu erzielen.
Effizienteste Schnitte beim Plasmaschneiden
Mit der Plasmatechnologie können alle leitfähigen Materialien wie Baustahl, Edelstahl und Aluminium im mittleren Materialstärkebereich bearbeitet werden. Vorzüge moderner Plasmasysteme sind qualitativ hochwertige Schnittergebnisse, hohe Schneidgeschwindigkeiten, eine lediglich geringe Wärmeeinflusszone sowie das im Vergleich zu anderen Schneidtechniken konkurrenzlos günstige Kosten-Nutzen-Verhältnis. Systematisch gehört das Plasmaschneiden zu den thermischen Trennverfahren. Es wurde ursprünglich zum Trennen von Metallen, die durch ihre chemische Zusammensetzung nicht per Brennschneiden getrennt werden können, wie z.B. Aluminium oder Kupfer und deren Legierungen, hochlegierte Stähle, aber auch Hartmetalle, entwickelt. In der Industrie sind Plasmaschneidanlagen auch im Baustahlbereich aufgrund ihrer zahlreichen Vorteile gegenüber alternativer Schneidverfahren nicht mehr wegzudenken.
Vorteile Plasmaschneiden
- Hohe Schnittgeschwindigkeiten
- Qualitativ hochwertige Schnittergebnisse
- Günstige Schnittmeterkosten
- Schneiden aller elektrisch leitfähigen Materialien
- Vielseitig einsetzbar

CNC-Plasmaschneidanlagen überzeugen mit wirtschaftlichen und präzisen Schnitten und sind vor allem bei mittleren Materialstärken konkurrenzlos. Moderne Plasmaschneidmaschinen vereinen Effizienz, dauerhafte Leistungsfähigkeit und Multifunktionalität.
Kann ich Ihnen helfen? Ich stehe Ihnen bei Fragen gerne persönlich zur Seite:

Marco Große-Schütte
Leitung Vertrieb
Telefon: +49 8247 96294 88
E-Mail: vertrieb@microstep.com
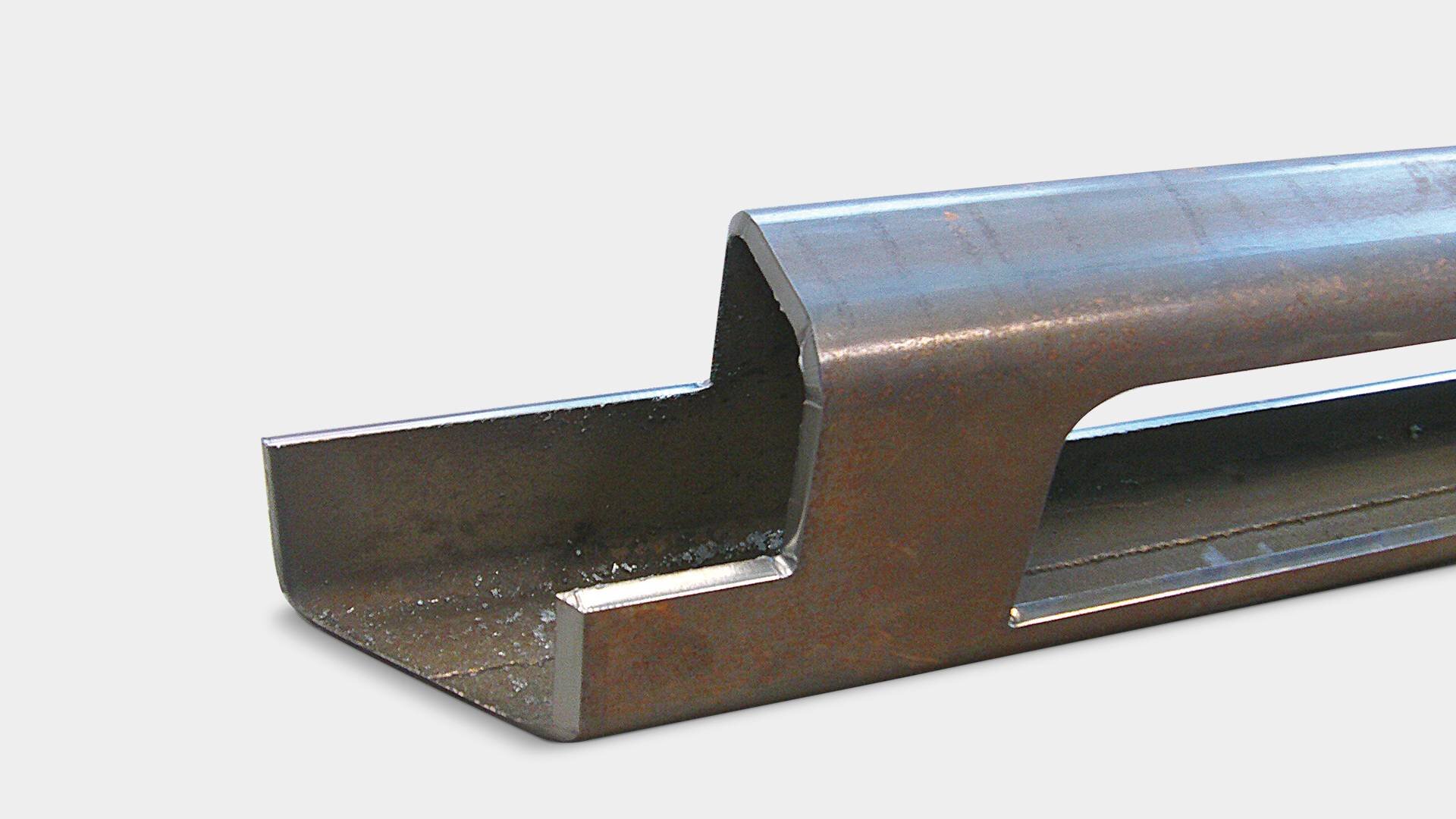
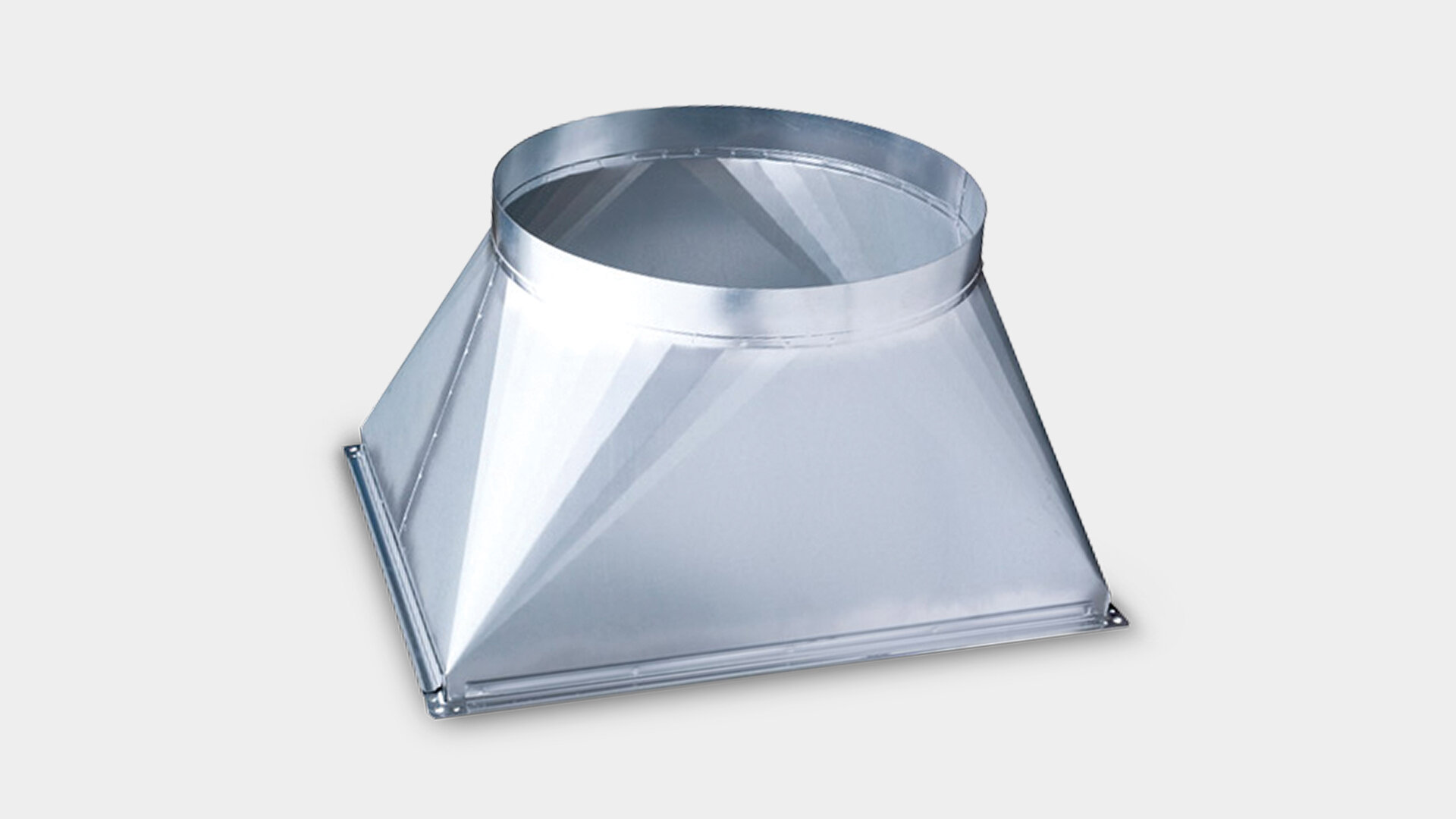
Mit Plasma bearbeitete Bauteile


Plasmatechnik
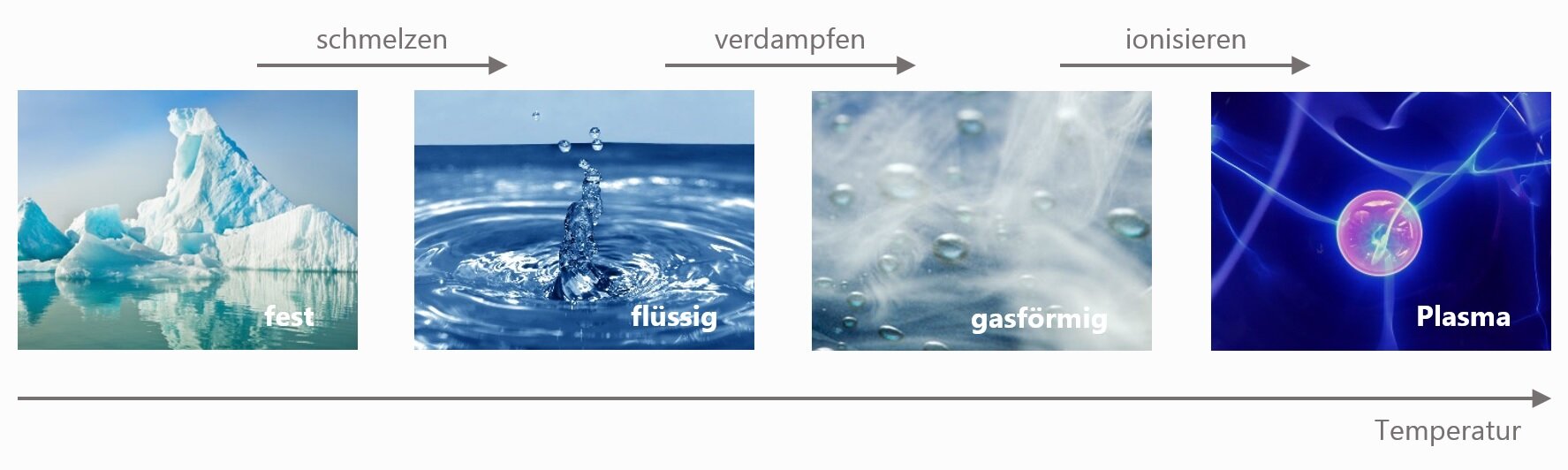 Ein Plasmaschneider erzeugt einen Lichtbogen zwischen einer Elektrode und dem Werkstück. Plasma wird auch als vierter Aggregatszustand bezeichnet. Es wird erzeugt, in dem elektrisch leitfähiges Gas durch eine Energiezufuhr (Hochspannung) ionisiert wird. Durch die hohe Energiedichte des dabei entstehenden Lichtbogens, der bis zu 30.000 Grad Kelvin erreicht, schmilzt das Metall und wird durch einen Gasstrahl ausgeblasen, wodurch die Schnittfuge entsteht.
Ein Plasmaschneider erzeugt einen Lichtbogen zwischen einer Elektrode und dem Werkstück. Plasma wird auch als vierter Aggregatszustand bezeichnet. Es wird erzeugt, in dem elektrisch leitfähiges Gas durch eine Energiezufuhr (Hochspannung) ionisiert wird. Durch die hohe Energiedichte des dabei entstehenden Lichtbogens, der bis zu 30.000 Grad Kelvin erreicht, schmilzt das Metall und wird durch einen Gasstrahl ausgeblasen, wodurch die Schnittfuge entsteht.
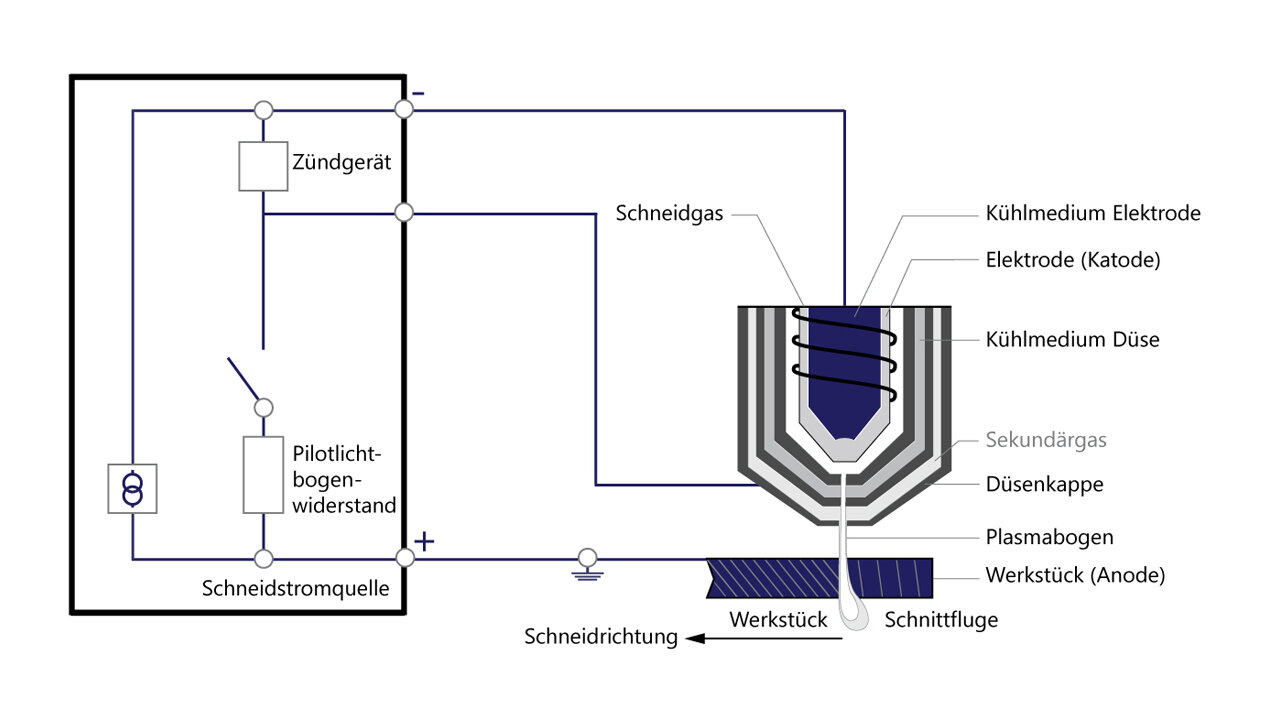
Der Schneidprozess wird durch einen sogenannten Pilotlichtbogen, der per Zuführung eines Zündgases zwischen Elektrode und Düse durch Hochfrequenzspannung gezündet wird, ausgelöst (nicht übertragbarer Lichtbogen). Dieser relativ energiearme Pilotlichtbogen ionisiert die Strecke zwischen Elektrode und Anode (Werkstück). Das Plasmagas wird zugeschaltet, sobald der Pilotlichtbogen Kontakt mit dem Werkstück erhält. So entsteht der Hauptlichtbogen bei gleichzeitig automatischer Erhöhung des Stroms (übertragender Lichtbogen). Der Werkstoff wird durch die thermische Energie des Lichtbogens aufgeschmolzen und mit Hilfe der kinetischen Energie des Schneidgases aus der Fuge getrieben.
Der zu schneidende Werkstoff muss beim Plasmaschneiden elektrisch leitfähig sein, da das Werkstück ein Teil des Stromkreises ist (Anode). Die Erdung sollte daher möglichst gleichmäßig sein. Und damit immer optimale Schnittergebnisse erzielt werden können, ändern sich in Abhängigkeit des Materials die Art der Verschleißteile und Plasmagase.
Elektrode und Plasmadüse sind beim Plasmaschneiden hohen Strömen und damit auch hohen Belastungen ausgesetzt – es handelt sich dabei also um Bauteile mit begrenzter Lebensdauer. Die Standzeit der Elektrode wird wesentlich durch die Höhe des Schneidstroms, die Anzahl der Zündungen und die Art des Plasmagases bestimmt. Darüber hinaus spielen das Gas- und Strommanagement am Schnittanfang und -ende sowie die Wärmeabfuhr von der Elektrode eine entscheidende Rolle. Wesentliche Einflussfaktoren der Düsenstandzeit sind:
- Durchmesser, Masse und Wärmeleitfähigkeit der Düse
- Verwendete Leistung (Strom x Spannung)
- Einschaltdauer des Lichtbogens
- Anzahl der Zündungen
- Lochstechablauf
- Idealer Abstand von Brenner zum Werkstück (intelligente Höhensteuerung)
- Reinheit der Schneid- und Wirbelgase: das Gas "Luft" muss trocken, öl- und partikelfrei sein
- Intensität der Kühlung
- Verwendung von geprüften Original-Verschleißteilen
Per Hand oder automatisiert
Man unterscheidet zwischen Hand-Plasmaschneidern oder dem automatisierten Plasmaschneiden mit einer CNC-Maschine oder einem Roboter.
Hand-Plasmaschneider (auch manuelle Plasmaschneider genannt) werden vor allem dort eingesetzt, wo es weniger auf Präzision, Genauigkeit und Reproduzierbarkeit ankommt, sondern vielmehr darum geht, einen schnellen Trennschnitt durchzuführen. Eingesetzt werden Hand-Plasmaschneider daher nicht nur in der metallverarbeitenden Industrie, sondern beispielsweise kommt die mobile Variante des Plasmaschneiders häufig auch bei Bergungsarbeiten von THW oder Feuerwehr zum Einsatz.
Plasmaschneidmaschinen werden am häufigsten in der metallverarbeitenden Industrie eingesetzt. Sie punkten im CNC-geführten 2D-Schneidbereich bei dünnen und mittleren Blechstärken mit sehr guter Schnittqualität und sehr hohen Schneidgeschwindigkeiten bei vergleichsweise günstigen Schnittmeterkosten. Auch im 3D-Bereich zeigen moderne CNC-Maschinen dank ausgefeilter Drehaggregate zum Fasenschneiden ihre Stärke: Einer äußerst präzisen Schweißnahtvorbereitung mit Fasenwinkeln bis zu 50° steht heutzutage nichts mehr im Wege.
Durch optionale Ergänzungen können moderne Schneidanlagen nicht nur zur Bearbeitung von Blechen, sondern zum Beispiel auch zur Bearbeitung von Rohren, Profilen und Behälterböden verwendet werden. An multifunktionalen Plasmaschneidmaschinen gibt es darüber hinaus weitere Optionen zur Bearbeitung der Materialien: Die Anlagen können mit Modulen ausgerüstet werden, um Bohren, Senken, Gewinden, Markieren, Körnen und Beschriften zu ermöglichen. Zudem kann die Plasmatechnik kombiniert werden mit Autogenschneiden bzw. Brennschneiden, mit Laserschneiden oder mit Wasserstrahlschneiden.

Roboter-Schneidanlagen
Roboter gelten weithin als unverzichtbar, wenn es um das Anarbeiten nachträglicher Schweißnahtvorbereitungen an bereits geschnittene Bauteile geht. Allerdings gibt es mittlerweile eine ungleich effizientere Alternative, die diese vermeintliche Gewissheit gewaltig ins Wanken bringt: Das neue Verfahren heißt ABP® - Additional Beveling Process – und ermöglicht äußerst präzises nachträgliches Anfasen auf Portalschneidanlagen.
Schneidbereich
Der typische Schneidbereich beim modernen Plasmaschneiden liegt zwischen 1 mm und 50 mm – hier werden qualitativ sehr gute und wirtschaftlich äußerst effiziente Schneidergebnisse erreicht. Für höhere Materialstärken werden CNC-Schneidanlagen mit Plasmagas in der Regel mit Technologien zum Brennschneiden kombiniert. Folgende Materialien werden üblicherweise unter anderem mit der Plasmaschneidtechnologie bearbeitet: Baustahl (Feinkornstahl, Hardox), Edelstahl (V2A), Chrom-Nickel-Stahl (V4A), Aluminium, Kupfer, Messing, Titan, Panzerstahl.
Anwendungsbereich vom Plasmaschneiden
Das Schneiden mit Plasma findet in den unterschiedlichsten Branchen Anwendung: Zum Beispiel werden Plasmaschneidanlagen im Metallzuschnitt (Lohnschneiden oder Lohnfertigung), im Maschinenbau, beim Anlagen- und Behälterbau, beim Schiffsbau, im Lüftungsbau, im Rohrleitungsbau, beim Prototypenbau oder beim Fahrzeugbau eingesetzt. Also in all denjenigen Industriezweigen, die sich mit Metallverarbeitung und Trennverfahren beschäftigen.
.jpg)
ERLEBEN SIE UNSERE ANLAGEN LIVE
im CompetenceCenter Süd oder Nord
- Alle vier Schneidtechnologien (Laser, Plasma, Autogen, Wasserstrahl)
- Innovative Automationssysteme
- Neuste Lösungen zum Biegen und Entgraten
- Industrie 4.0 Demofabrik
- Gut zu erreichen: im Süden und Norden Deutschlands

FAQ: Wir beantworten Ihre Fragen zum Plasmaschneiden
Was ist ein CNC-Plasmaschneider?
Mit der Plasmatechnologie können alle leitfähigen Materialien wie Baustahl, Edelstahl und Aluminium im mittleren Materialstärkebereich effizient bearbeitet werden. Ein CNC-Plasmaschneidanlage – auch Plasmabrenner genannt – ist ein präzise CNC-gesteuertes Tool mit dem Metalle und verschiedene Geometrien (u.a. Bleche, Rohre, Träger, Behälterböden) geschnitten werden können.
Wie funktioniert ein Plasmaschneider?
Ein Plasmaschneider erzeugt einen Lichtbogen zwischen einer Elektrode und dem Werkstück. Plasma ist ein elektrisch leitfähiges Gas mit einer Temperatur von etwa 30.000 °C. Durch die hohe Energiedichte des Lichtbogens schmilzt das Metall und wird durch einen Gasstrahl ausgeblasen, wodurch eine Schnittfuge entsteht.
Was versteht man unter Plasma?
Plasma ist ein elektrisch leitfähiges Gas mit einer Temperatur von etwa 30.000 °C. Es wird auch als vierter Aggregatszustand bezeichnet.
Was benötige ich zum Plasmaschneiden?
Um mittels Plasmatechnologie Metalle und verschiedene Körper zu schneiden, sind folgende Bestandteile notwendig: eine Plasmaquelle (oder auch Plasmastromquelle: größte Hersteller sind Kjellberg und Hypertherm), ein Schneidkopf, Strom und das entsprechende Schneidgas.
Was für ein Gas benutze ich zum Plasmaschneiden?
Für einfaches Plasmaschneiden reicht Luft aus. Für das präzisere Feinplasmaschneiden empfiehlt sich für Baustahl in der Regel Sauerstoff als Schneidgas und Luft als Wirbelgas (zum Einschnüren des Lichtbogens). Edelstahl und Aluminium wird vorwiegend mit Stickstoff, Formiergas oder Argon/Wasserstoff geschnitten. Die genaue Zusammensetzung des Gasgemisches richtet sich dabei nach der zu bearbeitenden Materialstärke.
Welche Vorteile hat Plasmaschneiden gegenüber Laserschneiden?
Mit Plasma lassen sich auch mittlere Materialstärken bis 50 mm qualitativ gut und wirtschaftlich effizient schneiden. Plasmaschneiden hat geringere Anforderungen an das zu bearbeitende Material und dessen Oberfläche. Außerdem sind die Anschaffungskosten einer Plasmaschneidanlage deutlich niedriger als die Investition in eine Laserschneidanlage.
Welcher Unterschied besteht zwischen dem Plasmaschneiden und dem autogenen Brennschneiden?
Plasma kann alle metallisch leitfähigen Werkstoffe schneiden, Autogen (auch autogenes Brennschneiden genannt) nur unlegierte oder niedriglegierte Stähle. Außerdem ist Plasma im dünnen bis mittleren Blechdickenbereich schneller und flexibler, sowie speziell im dünnen Blechdickenbereich qualitativ besser.
Welche Vorteile und Nachteile hat das Plasmaschneiden?
Vorteile und Stärken der Technologie Plasma:
- Höchste Flexibilität beim Schneiden aller elektrisch leitfähigen Werkstoffe
- Geringste Anforderungen an Materialbeschaffenheit und Arbeitsumfeld
- Hohe Schneidgeschwindigkeiten und gute Qualität im dünnen und mittleren Blechdickenbereich
- Schneiden hochfester Baustähle mit geringer Wärmeeinbringung
- Sehr gute Automatisierbarkeit
- Unterwasser-Plasmaschneiden für sehr geringen Wärmeverzug der Werkstücke und geringen Schallpegel im Arbeitsumfeld
Nachteile und Einschränkungen der Technologie Plasma:
- Breite Schnittfuge im Vergleich zum Laserschneiden und Wasserstrahlschneiden
- Feine Konturen mit Qualitätseinbußen
- Relativ hoher Schallpegel
Welche Geometrien und Konturen können beim Plasmaschneiden geschnitten werden?
Generell ist die Geometrie der Kontur von der jeweiligen Bearbeitungsmaschine abhängig. Während mit Flachbett-Portalanlagen nur Bleche bearbeitet werden können, sind Roboter oder Mehrachsaggregate auch in der Lage 3D-Körper wie Rohre, Profile oder Klöpperböden zu bearbeiten. Für eine Bauteilgröße unter ca. 10 mm wird aber üblicherweise auf andere Schneidverfahren gesetzt (Laser, Wasserstrahl).












© 2026 Copyright & Page Design by MicroStep Europa - Alle Rechte vorbehalten.

