- Laserschneidanlagen
-
 SMART Compact X
SMART Compact X
 SMART Compact X
SMART Compact X
Die Faserlaserschneidanlage SMART Compact X von MicroStep Europa und unserem Technologiepartner ACCURL bietet einen unkomplizierten und äußerst wirtschaftlichen Einstieg in das 2D-Laserschneiden. Sie ist die perfekte Lösung für Unternehmen, die eine zuverlässige Basislösung für typische Schneidaufgaben suchen – mit Fokus auf ein attraktives Investitionsvolumen.



-
 SMART Cube X
SMART Cube X
 SMART Cube X
SMART Cube X
Die Faserlaserschneidanlage SMART Cube X von MicroStep Europa und unserem Technologiepartner ACCURL ist die ideale Lösung für das kompakte Laserschneiden. Sie vereint Effizienz mit minimalem Platzbedarf und ermöglicht die Produktion von hochpräzisen Teilen. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 bis hin zu 1.500 x 3.000 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 12 kW ausgestattet werden.
-
 SmartLINE X
SmartLINE X
 SmartLINE X
SmartLINE X
Die SmartLINE X von MicroStep Europa und ACCURL ist die leistungsfähige und gleichzeitig preiswerte Wahl für Unternehmen, die präzises und wirtschaftliches 2D‑Laserschneiden in gleichbleibend hoher Qualität benötigen. Mit einer Beschleunigung von 2G und einer Transversalgeschwindigkeit von bis zu 140.000 mm/min verbindet die Baureihe dynamische Bewegungsprofile mit stabiler Prozessführung – ideal für effiziente Schneidprozesse im täglichen Betrieb.
-
 MasterLINE X
MasterLINE X
 MasterLINE X
MasterLINE X
Die Faserlaserschneidanlage MasterLINE X von MicroStep Europa und unserem Technologiepartner ACCURL ist ein ultra leistungsstarkes System für qualitativ hochwertigstes 2D- und 3D-Laserschneiden. Mit einer Beschleunigung von 3G und einer Transversalgeschwindigkeit von bis zu 180.000 mm/min setzt die Anlage in Sachen Effizienz neue Maßstäbe! Die Baureihe ist in Bearbeitungsflächen von 3.000 x 1.500 bis hin zu 8.000 x 2.500 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 60 kW ausgestattet werden.

-
 SMART Giant X
SMART Giant X
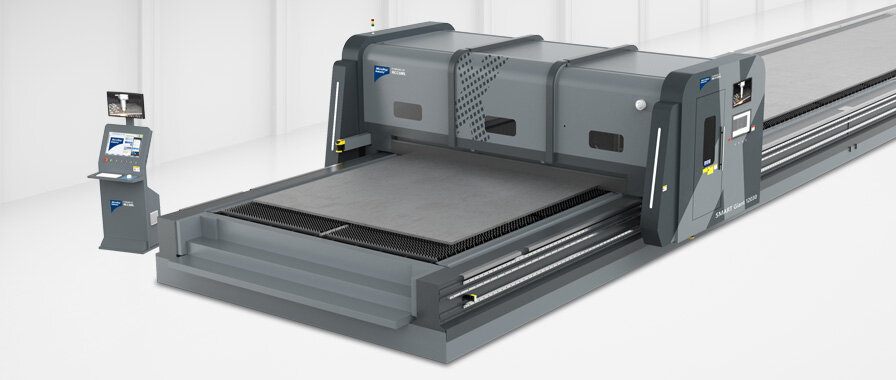 SMART Giant X
SMART Giant X
Der SMART Giant X ist die Großformat-Faserlaseranlage für maximale Effizienz und Autonomie! Ausgestattet mit einem 12–60 kW Laser ermöglicht der SMART Giant X präzise Schnitte auch von größeren Materialstärken bei minimalem Bedienaufwand.
-
 TubeLINE
TubeLINE
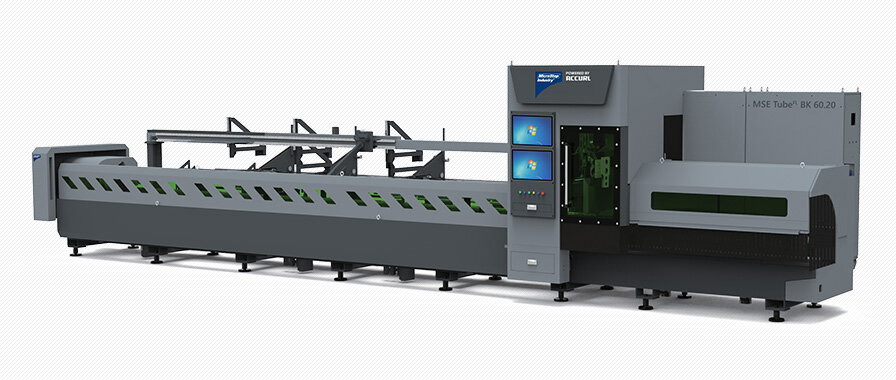 TubeLINE
TubeLINE
Die Faserlaserschneidanlage TubeLINE von MicroStep Europa und unserem Technologiepartner ACCURL ist ein prozesssicheres System für qualitativ hochwertiges und schnelles 2D- und 3D-Laserschneiden von Rohren, Profilen und Trägern. Je nach Ausführung ist ein extrem hoher Automationsgrad und eine Leistung von bis zu 20 kW möglich. So können feinste Konturen und Durchbrüche sowie exakte Fasenschnitte realisiert werden.






-
 MSF Compact
MSF Compact
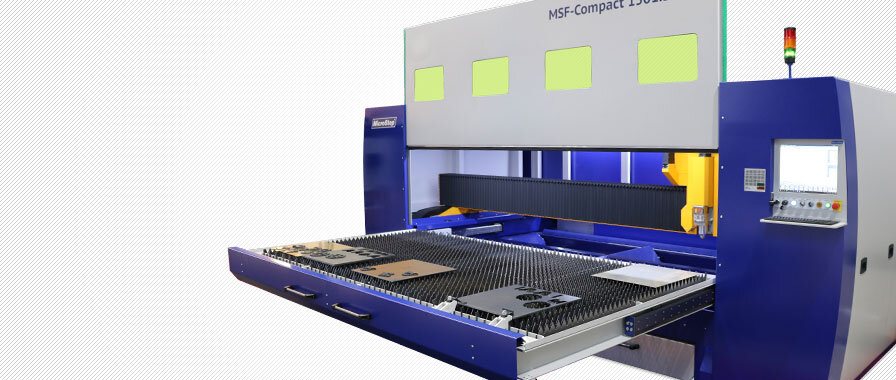 MSF Compact Baureihe
MSF Compact Baureihe
Der MSF Compact vereint präzises 2D-Laserschneiden mit kompaktem Design. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 mm, 1.250 x 2.500 mm und 1.500 x 3.000 mm erhältlich und überzeugt vor allem durch einen geringen Platzbedarf bei gewohnt hoher Schnittqualität. Ein manuell herausziehbarer Schneidtisch ermöglicht dabei ein einfaches und unkompliziertes Be- und Entladen.
-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
Die zuverlässige Faserlaserschneidmaschine für hochpräzise 2D-Schneidanwendungen steht in drei Anlagenformaten mit Laserquellen bis zu 15 kW zur Wahl – inklusive serienmäßig enthaltenem automatischem Wechseltischsystem. Die MSF Cut ist ein leistungsstarke Produktionshelfer, um alle Standardaufgaben der Faserlasertechnologie in hochproduktiver und hochwertiger Ausführung zu erfüllen. Optional kann die Laserschneidanlage weiter automatisiert werden durch MicroSteps Materialhandlingsysteme MSLoad, MSSort und MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro Baureihe
MSF Pro Baureihe
Highspeed und Flexibilität in 3D: der präzise Allrounder MSF Pro ist eine Weltneuheit in Sachen Multifunktionalität. Kein anderes Lasersystem bietet zur Blechbearbeitung ein solches Maß an Fertigungstiefe. Optional lassen sich auch Rohre und Profile schneiden.





-
 MSF Max
MSF Max
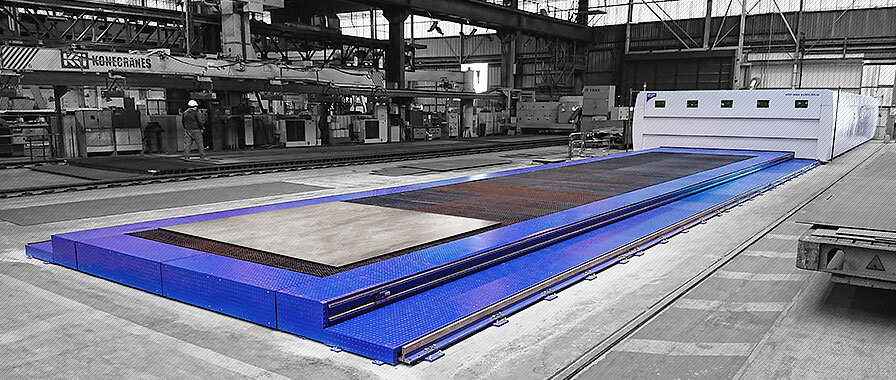 MSF Max Baureihe
MSF Max Baureihe
Der MSF Max ist der Gigant unter den Faserlaserschneidlösungen. Entwickelt zur Bearbeitung von großformatigen Blechen für den Schiffsbau ermöglicht er die präzise 3D-Highspeedbearbeitung von Flachmaterial. Dank mitfahrender Sicherheitskabine steht eine Arbeitsfläche von bis zu 50 m Länge und 6 m Breite zur Verfügung.
 Zubehör
Zubehör Zubehör
ZubehörBei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Laserschneidanlagen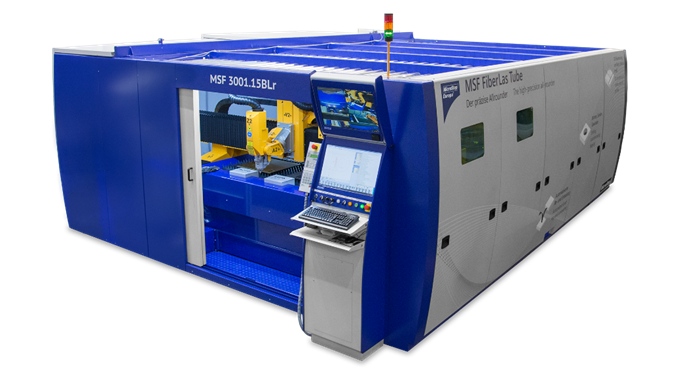 Hintergrundwissen - Laserschneidmaschinen
Hintergrundwissen - LaserschneidmaschinenLaserschneidmaschinen sind die passende Lösung, wenn es um präzisen Zuschnitt bei minimalem Zeitaufwand geht. Hochmoderne Laserschneidanlagen vereinen Präzision, Geschwindigkeit und höchste Multifunktionalität.
-
- Plasmaschneidanlagen
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Kompakt, flexibel und vielseitig: die MasterCut Compact gibt es im Gesamtpaket mit Plasmaquelle und Filteranlage. Das Schneidsystem steht für hervorragende Schnittqualität beim Plasmaschneiden und ist auch mit Fasenschneidkopf zur Schweißnahtvorbereitung erhältlich.
-
 MasterCut
MasterCut
 Die MasterCut Baureihe
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
 MG
MG
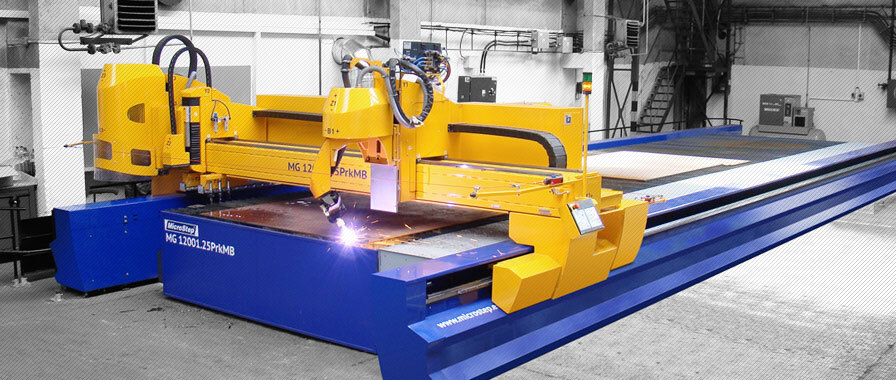 MG Baureihe
MG Baureihe
Das Top-Produkt unter den MicroStep-Schneidanlagen. Sie ist für den dauerhaften Einsatz in der Industrie gebaut und erfüllt höchste Anforderungen an Präzision, Leistung und Bedienbarkeit. Die Baureihe MG ist der Alleskönner von MicroStep und Vorreiter der Branche in Sachen Multifunktionalität und Prozesssicherheit.

-
 DRM
DRM
 Die DRM Baureihe
Die DRM Baureihe
Die DRM Baureihe ist der starke Spezialist und dank enormer Fertigungstiefe die Schneidlösung für nahezu jede Aufgabe. Die Plasmaschneidanlage ermöglicht die 3D-Bearbeitung an Blechen, Rohren, Profilen & Behälterböden mit außergewöhnlichen Ausmaßen.

-
 CombiCut
CombiCut
 CombiCut Baureihe
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
-
 DS
DS
 DS Baureihe
DS Baureihe
Die DS Baureihe ist eine automatische zeit- und kosteneffiziente Prozessstraße zur Bearbeitung von Blechen und Profilen. Sie wurde entwickelt, um an Flachmaterial sowie an quadratischen oder rechteckigen Profilen hocheffiziente Bohrungen und Gewinde anbringen und mittels Plasmatechnologie oder Autogentechnologie schneiden zu können.
-
 CPCut & PipeCut
CPCut & PipeCut
 CPCut & PipeCut Baureihe
CPCut & PipeCut Baureihe
Die Schneidlösung für Rohre und Profile wurde für Werkstücke mit großen Durchmessern und Längen entwickelt. Die CPCut & PipeCut Baureihe ermöglicht die 3D-Bearbeitung von Rohren und allen gängigen Profilformen mit Stückgewichten bis 12 Tonnen und kann auch mit mehreren Brennern (Plasma, Autogen) ausgestattet werden.
-
 ProfileCut
ProfileCut
 ProfileCut Baureihe
ProfileCut Baureihe
Die ProfileCut Baureihe ist ein wahrer Allrounder der Trägerbearbeitung. Dank ihrer robusten Bauweise und der großzügigen Bearbeitungsfläche ist die 3D Profil- & Trägerbearbeitung bis 1.000 mm Höhe und 24 m Länge möglich. Der Einsatz des 120°-Fasenschneidkopfs oder eines Bohrsupports garantiert volle Flexibilität.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Plasmaschneidanlagen Hintergrundwissen - Plasmaschneidanlagen
Hintergrundwissen - PlasmaschneidanlagenCNC-Plasmaschneidanlagen überzeugen mit wirtschaftlichen und präzisen Schnitten und sind vor allem bei mittleren Materialstärken konkurrenzlos. Moderne Plasmaschneidmaschinen vereinen Effizienz, dauerhafte Leistungsfähigkeit und Multifunktionalität.
-
- Brennschneidanlagen
-
MasterCut
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
CombiCut
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Brennschneidanlagen Hintergrundwissen - Brennschneidanlagen
Hintergrundwissen - BrennschneidanlagenBrennschneidmaschinen überzeugen durch robusten Aufbau, Präzision und Leistungsstärke bei großen Materialstärken.
-
- Wasserstrahlschneidanlagen
-
 WaterCut
WaterCut
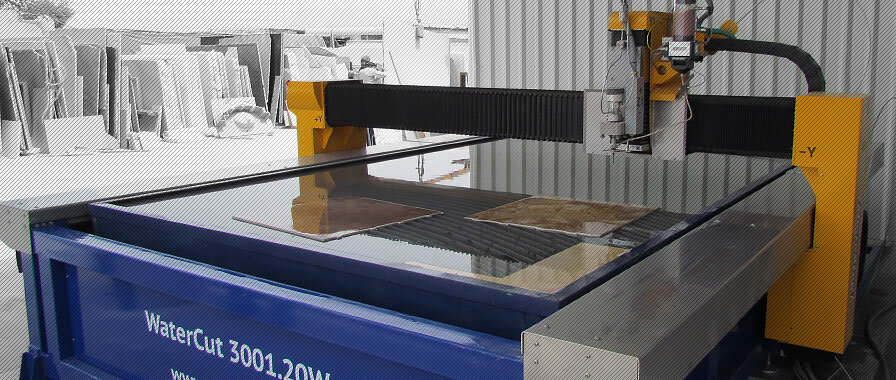 WaterCut Baureihe
WaterCut Baureihe
Die WaterCut ist eine hochpräzise, zuverlässige und kompakte Wasserstrahlschneidlösung, die den 2D-und auch 3D-Zuschnitt von nahezu allen Materialien ermöglicht – ohne diese thermisch zu beeinflussen.
-
 AquaCut
AquaCut
 AquaCut Baureihe
AquaCut Baureihe
Höchste Präzision ohne thermische Einwirkung: für diese Schneidanforderungen beinahe aller Materialien wurde die Wasserstrahlschneidanlage AquaCut entwickelt. Die Maschine kann mit einem 5-Achsen Wasserstrahlrotator ausgestattet oder auch mit einer Plasma- oder Bohreinheit kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Wasserstrahlschneidanlagen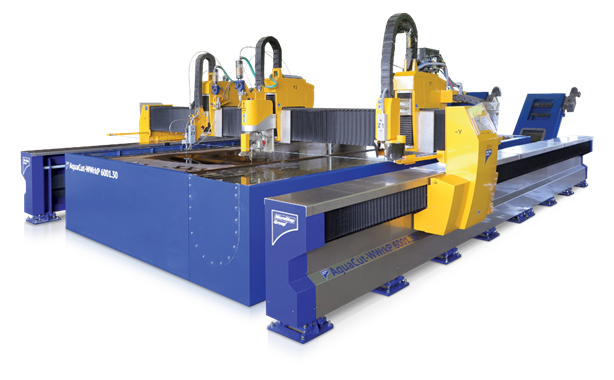 Hintergrundwissen - Wasserstrahlschneidmaschine
Hintergrundwissen - WasserstrahlschneidmaschineWasserstrahlschneidanlagen kommen dann zum Einsatz, wenn thermische Einflüsse auf das Material unerwünscht sind und höchste Präzision gefragt ist. Dabei überzeugen sie mit flexiblen Bearbeitungsoptionen für eine Vielzahl an Schneidaufgaben an unterschiedlichsten Materialien.
-
- Abkantpressen
-
 Genius PLUS X
Genius PLUS X
 NEU: Genius PLUS X Baureihe
NEU: Genius PLUS X Baureihe
Die Genius PLUS X Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL setzt neue Maßstäbe in der modernen Blechbearbeitung. Statt einer klassischen Weiterentwicklung wurde die Maschine von Grund auf neu konzipiert und vereint höchste Leistungsfähigkeit, Präzision und Energieeffizienz. Die neue Maschinenarchitektur bietet eine um 15 % höhere Gesamtsteifigkeit und schafft damit eine erstklassige Grundlage für dauerhaft exakte Biegeergebnisse.


-
 SMART
SMART
 SMART Baureihe
SMART Baureihe
Die SMART Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL bietet eine kosteneffiziente CNC-Abkantpresse mit einer Vielfalt an Funktionen und Optionen. Darüber hinaus lässt sich das Materialhandling zur und von der Anlage in Kombination mit einem Roboter automatisieren.
-
 eB ULTRA
eB ULTRA
 eB ULTRA Baureihe
eB ULTRA Baureihe
Die 100 % elektrische Abkantpresse der Baureihe eB ULTRA von MicroStep Europa und unserem Technologiepartner ACCURL ist wirtschaftlich in der Anschaffung und arbeitet genau und zuverlässig.
-
 EuroMaster
EuroMaster
 EuroMaster Baureihe
EuroMaster Baureihe
Die EuroMaster Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL verfügt bereits in der Grundausstattung über verschiebbare Auflegearme sowie über ACCURL® Qualitäts-Werkzeugklemmungen, Typ PROMECAM. Zudem ist das Materialhandling zur und von der Abkantpresse im Zusammenspiel mit einem Roboter automatisierbar.
-
 Genius GIANT
Genius GIANT
 Genius GIANT Baureihe
Genius GIANT Baureihe
Die Genius GIANT Serie von MicroStep Europa und unserem Technologiepartner ACCURL wurde speziell für große, schwere und anspruchsvolle Biegeaufgaben entwickelt. Bereits in der Grundausstattung verfügt die Baureihe über verschiebbare Auflegearme sowie über ACCURL® Qualitäts-Werkzeugklemmungen vom Typ PROMECAM.
- Hintergrundwissen
Abkantpressen Hintergrundwissen - Abkantpressen
Hintergrundwissen - AbkantpressenBiegetechnologie von MicroStep Industry bietet höchste Präzision und Prozesssicherheit, ist durchgehend mit hochwertigen Komponenten ausgestattet und nahezu vollständig automatisierbar.
-
- Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Lösungen zur Be- und Entladung sowie Lagerung von Blechen bzw. Sortierung geschnittener Teile: Mit den MicroStep Technologien MSLoad, MSTower, MSSort automatisieren Sie Ihre Schneidsysteme und holen so das absolute Maximum aus Ihrer Anlage heraus.


-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalisierung
Digitalisierung Digitalisierung
Digitalisierung
Mit MicroStep-Anlagen sind Sie bereits heute bestens für die vernetzte Fertigung der Zukunft gerüstet. Unsere Experten beraten Sie gerne – Lassen Sie uns den Schritt in die Zukunft gemeinsam gehen!
- Hintergrundwissen
Automation Hintergrundwissen - Automationstechnologien
Hintergrundwissen - AutomationstechnologienAutomationstechnologien sind ein wichtiger Faktor, um Produktionsprozesse effizient zu gestalten. Mit geeigneten Materialhandlingsystemen lässt sich beispielsweise die Auslastung und im Ergebnis der Output einer Bearbeitungsmaschine maximieren.
-
- Expertenwissen






 Your Partner for Cutting, Bending and Automation
Kontakt
Your Partner for Cutting, Bending and Automation
Kontakt

Automatisierte Schweißnahtvorbereitung mit CNC-Maschinen
Prozesssichere 3D-Bearbeitung (Fasenschneiden) mit Plasma-, Laser-, Wasserstrahl- und Autogentechnologie
Laut Feldstudien müssen bis zu 50 Prozent der Teile, die unter Verwendung von CNC-Maschinen weltweit hergestellt werden, mit Schweißnahtvorbereitungen versehen werden. Gleichzeitig ist aber nur ein wesentlich geringerer Prozentsatz der verwendeten Maschinen mit Technologien zum Schweißkanten schneiden ausgestattet. Ein Grund dafür könnten die Investitionskosten für eine zeitgemäße technologische Ausstattung sein. Naheliegender ist aber die Vermutung, dass Entscheidungsträger in vielen Unternehmen schlicht zu wenige Informationen über die Möglichkeiten von modernen Technologien für die Schweißnahtvorbereitung auf Portalschneidanlagen haben. Wer sich intensiver mit dem Thema beschäftigt, wird zügig feststellen: Höhere Anschaffungskosten amortisieren sich in kürzester Zeit. Denn die komparativen Vorteile moderner, zeitgemäßer Lösungen sind erheblich. Beispielsweise ist dank einer hohen Präzision nahezu keine Nacharbeit notwendig. Zudem gibt es immense Einsparung von Produktionszeit und Ressourcen, weil unterm Strich weniger Materialhandling zwischen unterschiedlichen Bearbeitungsstationen notwendig ist. Und geht es um eine automatisierte Anarbeitung von Schweißnahtvorbereitungen bei Behälterböden, Rohren, Rechteck- oder IPE-Profilen ist die Integration eines Aggregats zum Fasenschneiden auf Portalschneidanlagen sogar erheblich günstiger als die Anschaffung eines für diesen Einsatzzweck bisher üblicherweise verwendeten Roboters.
MicroStep hat den Anspruch, Schneidmaschinen zu liefern, die Schweißnahtvorbereitungen in höchster Qualität und Präzision herstellen können. Seit der Einführung des MicroStep-Plasmarotators im Jahr 2000 und des MicroStep-Wasserstrahlrotators im Jahr 2001 wurden daher kontinuierlich große Anstrengungen unternommen, um das automatisierte Fasenschneiden als eine gängige und hocheffiziente Produktionstechnologie für die Vorbereitung von Schweißkanten an verschiedenen Materialtypen zu etablieren. Im Laufe der Jahre gingen Weiterentwicklungen der Mechanik und der Bewegungssteuerung von MicroStep-Fasenaggregaten zudem einher mit der kontinuierlichen Weiterentwicklung der Plasma- und Lasertechnologie durch Lieferanten von MicroStep. Vor diesem Hintergrund kann MicroStep heute Lösungen für das 3D-Schneiden für ein äußerst breites Spektrum verschiedener Materialien und Materialstärken anbieten. Unsere Anlagenlösungen ermöglichen unseren Kunden – dank automatischem Kalibriersystem und adaptiver Fasenwinkelkompensation – Fasen unkompliziert und unter Verwendung von Plasma-, Wasserstrahl, Autogen- oder Lasertechnologie zu schneiden. Je nach verwendeter Schneidtechnologie können Fasen in einem Materialstärkenbereich von 5 bis 300 mm geschnitten werden. Darüber hinaus sind MicroStep-Maschinen in der Lage, verschiedene Technologien (z. B. Plasma und Wasserstrahl) innerhalb eines einzigen Schneidplans zu kombinieren – dank einzigartiger Merkmale des von uns entwickelten Steuerungssystems CyberFab und eines fundierten Wissens zu den unterschiedlichen Schneidtechnologien.

PLASMAROTATOR
Fasenschneiden/ Schweißnahtvorbereitung mittels Plasmatechnologie bis 50°

LASERROTATOR
Fasenschneiden/ Schweißnahtvorbereitung mittels Lasertechnologie bis 50°

AUTOGENROTATOR
Fasenschneiden/ Schweißnahtvorbereitung mittels Autogentechnologie bis 60°

WASSERSTRAHLROTATOR
Fasenschneiden/ Schweißnahtvorbereitung mittels Wasserstrahltechnologie bis 45°
MicroStep-Maschinen bieten zwei Arten von Fasenschneidverfahren:
DBP – Direct Beveling Process – stellt die klassische Art der Schweißnahtvorbereitung dar, bei der die Fase direkt in das Rohmaterial geschnitten wird (Blech, Rohr, Profil oder Behälterboden). Die gewünschte Fase – A, V, Y, X oder K – wird erzeugt, indem das Fasenaggregat eine Schnittkante mehrfach bearbeitet (z.T. unter Verwendung unterschiedlicher Schnittwinkel). MicroStep-Portalschneidanlagen mit zwei Fasenaggregaten ermöglichen zudem das parallele Schneiden zwei identischer Teile.
ABP – Additional Beveling Process – ermöglicht das nachträgliche Anfasen von Teilen, die bereits mittels Plasma, Laser, Autogen oder sogar Wasserstrahl zugeschnitten wurden
 Walter Eberle
Walter Eberlestv. Produktionsleiter Fertigungsplanung
Doppelmayr Seilbahnen GmbH

„Beim Thema Fasenschneiden in dieser Qualität hat MicroStep ein Alleinstellungsmerkmal die für das Roboterschweißen erforderlichen Toleranzen einzuhalten.“
 Marcel Meier
Marcel MeierBereichsleiter Beschaffung & Unternehmensentwicklung
stürmsfs AG

„Wir hatten von Beginn an den Eindruck, dass wir das Fasenaggregat kriegen, das State-of-the-Art und technologisch führend ist. Die Anlage ist sehr produktiv und sie ist auch prozesssicher – sie hat sämtliche Erwartungen erfüllt.“
Technologien für prozesssichere und präzise Ergebnisse erfolgreich im Einsatz
Im Allgemeinen wird die Genauigkeit des Fasenschneidens durch die mechanische Präzision der Schneidmaschine, die Präzision der verwendeten Schneidtechnologie sowie der Qualität der Algorithmen zur Steuerung des Brennerabstands vom geschnittenen Material bestimmt. Neben der konsequenten Verwendung von hochwertigen Komponenten wird die mechanische Präzision von MicroStep-Fasenschneidanlagen durch mehrere innovative Technologien gewährleistet:
 ITH – Intelligent Torch Holder – gewährleistet den Schutz des Brenners im Falle einer zufälligen Kollision. Seine Slip-Back-Funktion sorgt dafür, dass der Brenner nach Beseitigung der Kollision wieder in die richtige Position gebracht wird. Der ITH-Körper enthält ein fortschrittliches Sensorsystem zur Erkennung der genauen Brennerposition und bietet auch die Endlosdrehfunktion.
ITH – Intelligent Torch Holder – gewährleistet den Schutz des Brenners im Falle einer zufälligen Kollision. Seine Slip-Back-Funktion sorgt dafür, dass der Brenner nach Beseitigung der Kollision wieder in die richtige Position gebracht wird. Der ITH-Körper enthält ein fortschrittliches Sensorsystem zur Erkennung der genauen Brennerposition und bietet auch die Endlosdrehfunktion. ACTG – Automatic Calibration of Tool Geometry – stellt sicher, dass beim Drehen und Kippen eines Rotators die Brennerspitze immer exakt in die gewünschte Position verfährt. Das ACTG-System besteht aus einer Kalibrierstation, einem Kalibrierwerkzeug und einer erweiterten Steuerungssoftware. ACTG reduziert die Notwendigkeit einer mechanischen Rejustierung des Faserkopfes und reduziert damit – z.B. im Falle einer Kollision – die Rüstzeit der Maschine von mehreren Stunden auf einige Minuten.
ACTG – Automatic Calibration of Tool Geometry – stellt sicher, dass beim Drehen und Kippen eines Rotators die Brennerspitze immer exakt in die gewünschte Position verfährt. Das ACTG-System besteht aus einer Kalibrierstation, einem Kalibrierwerkzeug und einer erweiterten Steuerungssoftware. ACTG reduziert die Notwendigkeit einer mechanischen Rejustierung des Faserkopfes und reduziert damit – z.B. im Falle einer Kollision – die Rüstzeit der Maschine von mehreren Stunden auf einige Minuten.Die Genauigkeit der Schneidtechnologie wird zudem durch die Beseitigung von natürlich auftretenden Strahlabweichungen verbessert, sobald sich der Brenner in einer geneigten Position in Bezug auf das Material befindet und so eine unerwünschte Differenz des Schnittwinkels von der theoretisch programmierten Neigung verursacht.
 ABC – Adaptive Bevel Compensation – ist eine erweiterte Funktion der CyberFab-Steuerung zur Kompensation eben dieser Strahlabweichungen. ABC ermöglicht die Implementierung von Datenbanken mit Kompensationswinkeln und weiteren Werten für verschiedene Schneidtechnologien (z.B. Hypertherms True Bevel™-Technologie). Die Kompensationswerte können auch direkt vom Maschinenbediener eingestellt werden.
ABC – Adaptive Bevel Compensation – ist eine erweiterte Funktion der CyberFab-Steuerung zur Kompensation eben dieser Strahlabweichungen. ABC ermöglicht die Implementierung von Datenbanken mit Kompensationswinkeln und weiteren Werten für verschiedene Schneidtechnologien (z.B. Hypertherms True Bevel™-Technologie). Die Kompensationswerte können auch direkt vom Maschinenbediener eingestellt werden.STHC – Self-Teaching Height Control – ist eine Kombination aus 3D-Bewegungssteuerung, selbstlernenden Algorithmen und adaptiver Höhensteuerung auf Grundlage der Plasmalichtbogenspannung. STHC gewährleistet die Positionierung des Brenners in exakt der richtigen Höhe in jedem Winkel (z. B. während des Schneidens von variablen Fasen).
Alle beschriebenen Funktionen tragen wesentlich zur Verbesserung der Genauigkeit des Prozesses der Schweißnahtvorbereitung bei. Weltweit tun mehr als 700 Fasenaggregate von MicroStep aktuell ihren Dienst, rund die Hälfte davon sind mit der patentierten ACTG-Technologie ausgestattet – exzellente Schneidergebnisse begeistern Hunderte Anwender rund um den Globus.
3D-Schneiden in Aktion
Rytz AG: 3D-Laser mit multifunktionaler Ausstattung
MicroSteps Autogenrotator: ABP mit Autogen
 Dr.-Ing. Alexander Varga
Dr.-Ing. Alexander VargaLeiter Abteilung F&E
MicroStep
„Bei der Entwicklung unserer Fasenaggregate haben wir von jeher unseren Fokus auf höchste Präzision, Prozesssicherheit und Wiederholgenauigkeit gelegt.“
Kriterien für den idealen Fasenschnitt
Damit Schneidanlagen optimale Ergebnisse liefern und dabei eine exakte Wiederholbarkeit ermöglichen, müssen eine Reihe von Kriterien erfüllt sein. Innovative Hersteller haben in den vergangenen Jahren eine Reihe von Systemen entwickelt, um abhängig von der verwendeten Schneidtechnologie (Plasma, Laser, Autogen, Wasserstrahl) prozesssicher und präzise zu arbeiten. MicroStep ist Vorreiter der Branche in Sachen Prozesssicherheit bei der Schweißnahtvorbereitung. Nachstehend drei Kriterien für den idealen Fasenschnitt beim Plasmaschneiden.


Präzise kalibrierte Werkzeuge bilden eine absolut notwendige Basis für präzise Fasen. Oftmals besteht der Irrglaube, dass es ausreicht, Messdaten zu erheben und die Werkzeuge auf Grundlage dieser Daten entweder mechanisch oder allein über eine manuelle Eingabe der entsprechenden Korrekturwerte in die Maschinensteuerung zu kalibrieren. Mit dieser Vorgehensweise lassen sich Winkelabweichungen des Brenners allerdings kaum unter die 0,5 mm Grenze bringen – vom hohen Zeitaufwand ganz abgesehen, der bei der rein mechanischen Einstellung anfällt.
An diesem Punkt setzt der MicroStep Plasmarotator an. Der gesamte Kalibrierprozess läuft vollständig automatisiert ab und eliminiert Abweichungen im Hundertstel-Millimeter-Bereich. Durch die selbstständig nachspannende Brennerhalterung des Fasenschneidkopfs wird bereits gewährleistet, dass die Abweichung selbst nach einer Brennerkollision nicht größer als 0,5 mm ist.
Den Rest erledigt die Steuerung der Kalibrierstation: Dazu werden die genauen Endpunkte der Brennerspitze bei unterschiedlicher Rotation (X-, Y- und Z-Koordinaten) gemessen. Auf Basis der gemessenen Abweichungen errechnet die Steuerung alle erforderlichen Korrekturwerte, welche beim nächsten Schneidprozess automatisch angewendet werden. Dieses automatische Kalibriersystem (ACTG® – Automatic Calibration of Tool Geometry) sorgt für eine gänzlich neue Qualität in Bezug auf das Fasenschneiden. Es verbessert signifikant die Präzision und Maßhaltigkeit des Schneidprozesses, macht langwierige mechanische Einstellarbeiten überflüssig und steigert erheblich die Produktivität der Anlage.

Um eine möglichst hohe Präzision am geschnittenen Bauteil zu erreichen, ist es wichtig, den Abstand von der Brennerspitze zur Oberfläche des zu bearbeitenden Materials während des Schneidprozesses exakt beizubehalten. Die sogenannte Schneidhöhe wird dabei über die Lichtbogenspannung geregelt – was bei einfachen 2D-Schnitten problemlos und zuverlässig funktioniert.
Beim Fasenschneiden kommen jedoch weitere Faktoren ins Spiel, die Einfluss auf den korrekten Abstand von der Brennerspitze zur Oberfläche des zu bearbeitenden Materials nehmen. Dafür hat MicroStep® das Verfahren der adaptiven Höhensteuerung (ATHC® – Adaptive Torch Height Control) entwickelt: Alle für die Schweißnahtvorbereitung erforderlichen Parameter werden von der Steuerungssoftware dabei automatisch angepasst, so dass jederzeit ein einwandfreier Fasenschnitt umgesetzt wird.
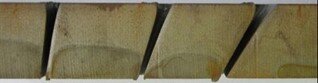
Neben den oben erwähnten Faktoren wird die Präzision der geschnittenen Werkstücke auch maßgeblich durch die Ausbildung der Schnittfuge, welche beim Schneiden mit dem Plasmalichtbogen entsteht, beeinflusst. Für eine bessere Veranschaulichung wird in der nebenstehenden Abbildung die Form der Schnittfuge bei einer Stromstärke von 260 Ampere mit unterschiedlichen Neigungswinkeln gezeigt (15°, 30° und 45°).
Wie man in der Abbildung erkennen kann, sind die Fasenwinkel auf den jeweils gegenüberliegenden Seiten der Schnittfuge nicht identisch. Dies liegt einerseits an der Form des Lichtbogens, welche nicht ganz der idealen zylindrischen Form entspricht, andererseits am Austrag größerer Materialmengen an der negativen Fase als auf der positiven. Gleichzeitig kommt es zur Schlackebildung und dadurch zur Abrundung der oberen Kante der negativen Fase - im Gegensatz zur unteren Kante der positiven Fase, welche scharf bleibt. Dies führt zur Notwendigkeit weiterer Korrekturen – sowohl am Neigungswinkel des Brenners als auch am Maß des Werkstücks, und zwar so, dass das fertig geschnittene Teil exakt die gewünschten Maße erhält.
Diese Korrekturen sind entsprechend unterschiedlich, wenn es sich um die Konturen des positiven Werkstücks bzw. des negativen Werkstücks handelt. Wobei beide durch den Neigungswinkel des Brenners, sowie der Stärke des Schneidstroms beeinflusst werden. Um Abweichungen, die durch die „natürliche Beschaffenheit des Plasmalichtbogens“ entstehen, zu minimieren, verfügen alle mit einem MicroStep Rotator ausgestatteten Schneidanlagen serienmäßig über die Adaptive Fasenwinkel-Kompensation (ABC® – Adaptive Bevel Compensation). Dieses Korrektursystem sorgt gemeinsam mit dem oben beschriebenen Automatischen Kalibriersystem (ACTG) und der Adaptiven Höhensteuerung (ATHC) dafür, die Präzision und Maßhaltigkeit des Fasenschneidens mit Plasma zu gewährleisten.
Unterschiedliche Fasenarten (V-Naht, X-Naht, Y-Naht, K-Naht)
V-NAHT
Bei einer V-Naht stehen die Bleche, an denen der Schweißvorgang durchgeführt wird, in einem Winkel zueinander, der vom Querschnitt aus einem V ähnelt. Eine V-Fase zählt zu den einfachsten Fasenschneidaufgaben. Hierbei muss der Brenner schräg gestellt werden, Höhenregulierung und Winkelkompensation sind allerdings systemseitig so zu lösen, dass der Schnitt maßhaltig und möglichst nachbearbeitungsfrei wird.

X-NAHT
Die X-Naht, wird auch Doppel-V-Naht oder DV-Naht genannt. Von der Seite betrachtet ist es die Kombination zweier gegensätzlich ausgerichteten V-Nähte. Somit muss beim Schweißvorgang von zwei Seiten eine Wurzel eingebracht werden. Für die Herstellung der Fase ist dies eine schwierigere Schneidaufgabe: Zuerst muss das Schneidteil mit einer V-Fase versehen werden und anschließend eine negative Fase, also eine Unterschneidung des Materials erfolgen. Eine Herausforderung für Bediener und Schneidsystem bei der Einstellung der erforderlichen Winkel.

Y-NAHT
Die Herstellung einer Y-Naht erfordert zwei Schnitte: einen senkrechten Schnitt und einen Schrägschnitt. Dabei bleibt ein Steg stehen, sodass die Seitenansicht beim Zusammenfügen zweier Teile ein Y ergibt. Die Herstellung der Y-Fase stellt dabei eine Herausforderung an das System unter anderem bei der Regulierung der Höhe des Brenners sowie des Winkels des Plasmalichtbogens. Nur mit optimaler Einstellung ergibt sich die entsprechende Fase und ein meist mit Genauigkeiten im Zehntel-Millimeter-Bereich vordefinierter Steg.

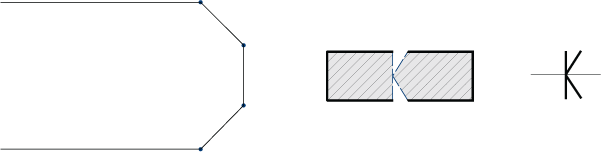
K-NAHT
Die K-Naht, die auch unter den Bezeichnungen HV-Naht sowie mit Steg als Doppel-H-V-Naht oder DHV-Naht bekannt ist, ist die anspruchsvollste der gängigen Fasen. Ein Werkstück ist dabei senkrecht abgeschnitten, das schwierigere Gegenstück weist eine positive und einen negative V-Fase oder eben zwei konträre Y-Fasen mit Steg auf. Die K-Fase mit Steg kommt vor allem dort zum Einsatz, wo hohe Materialstärken eine stärkere Verbindungsnaht erfordern.
Nachträgliche Schweißnahtvorbereitung
(ABP® – Additional Beveling Process)
TECHNOLOGIEN
VORTEILE
- Alternative zum Roboter
- Keine manuelle Nacharbeit mehr
- Einsparung Material
- Einsparung Betriebskosten

Vorteile von CNC-Schneidanlagen zur Schweißnahtvorbereitung
- Kostengünstige Alternative zum Roboter
- Keine manuelle Nacharbeit mehr
- Einsparung Material
- Einsparung Produktionszeit
- Weniger Materialhandling
- Geringere Rüstzeiten
- Eine Anlage für Blech, Rohr, Profil oder Behälterboden
- Hoher Schneidbereich (Länge und Breite modular erweiterbar)
3D-Schneiden in verschiedenen Branchen
Im Allgemeinen lassen sich alle gängigen Schneidverfahren wie Plasma, Autogen, Wasserstrahl und Laser für das Schneiden von Fasen nutzen. Nicht nur Flachbleche, sondern auch geometrische Werkstücke (Rohre, Träger, Profile, Behälterböden) können auf diese Weise mit V-, Y-, und K-Fasen aber auch variablen Fasen, die für eine Vielzahl an Schweißverfahren notwendig sind, versehen werden. Fasenschneiden spielt im Rahmen verschiedener Anwendungsbereiche der metallverarbeitenden Industrie heutzutage eine große Rolle: Beim Lohnzuschnitt von Einzelteilen, bei Konstruktionen für den Schiffsbau und für den Energiesektor, bei der Materialbearbeitung in der Bau- und Fahrzeugindustrie sowie beim Behälter- und Apparatebau.





Verschiedene Geometrien mit unterschiedlichen Technologien

Fasenschneiden mit unterschiedlichen Schneidverfahren

Einfache und multifunktionale Baureihen zur Schweissnahtvorbereitung
CNC-Schneidanlagen mit Rotatortechnologie
Egal ob mit Plasma, Autogen, Wasserstrahl oder Laser: MicroStep hat die passgenaue Technologie im Angebot für Ihre Schneidaufgabe: Präzise und prozesssicher. Wählen Sie Ihre Maschine!















© 2026 Copyright & Page Design by MicroStep Europa - Alle Rechte vorbehalten.

