- Laserschneidanlagen
-
 SMART Compact X
SMART Compact X
 SMART Compact X
SMART Compact X
Die Faserlaserschneidanlage SMART Compact X von MicroStep Europa und unserem Technologiepartner ACCURL bietet einen unkomplizierten und äußerst wirtschaftlichen Einstieg in das 2D-Laserschneiden. Sie ist die perfekte Lösung für Unternehmen, die eine zuverlässige Basislösung für typische Schneidaufgaben suchen – mit Fokus auf ein attraktives Investitionsvolumen.



-
 SMART Cube X
SMART Cube X
 SMART Cube X
SMART Cube X
Die Faserlaserschneidanlage SMART Cube X von MicroStep Europa und unserem Technologiepartner ACCURL ist die ideale Lösung für das kompakte Laserschneiden. Sie vereint Effizienz mit minimalem Platzbedarf und ermöglicht die Produktion von hochpräzisen Teilen. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 bis hin zu 1.500 x 3.000 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 12 kW ausgestattet werden.
-
 SmartLINE X
SmartLINE X
 SmartLINE X
SmartLINE X
Die SmartLINE X von MicroStep Europa und ACCURL ist die leistungsfähige und gleichzeitig preiswerte Wahl für Unternehmen, die präzises und wirtschaftliches 2D‑Laserschneiden in gleichbleibend hoher Qualität benötigen. Mit einer Beschleunigung von 2G und einer Transversalgeschwindigkeit von bis zu 140.000 mm/min verbindet die Baureihe dynamische Bewegungsprofile mit stabiler Prozessführung – ideal für effiziente Schneidprozesse im täglichen Betrieb.
-
 MasterLINE X
MasterLINE X
 MasterLINE X
MasterLINE X
Die Faserlaserschneidanlage MasterLINE X von MicroStep Europa und unserem Technologiepartner ACCURL ist ein ultra leistungsstarkes System für qualitativ hochwertigstes 2D- und 3D-Laserschneiden. Mit einer Beschleunigung von 3G und einer Transversalgeschwindigkeit von bis zu 180.000 mm/min setzt die Anlage in Sachen Effizienz neue Maßstäbe! Die Baureihe ist in Bearbeitungsflächen von 3.000 x 1.500 bis hin zu 8.000 x 2.500 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 60 kW ausgestattet werden.

-
 SMART Giant X
SMART Giant X
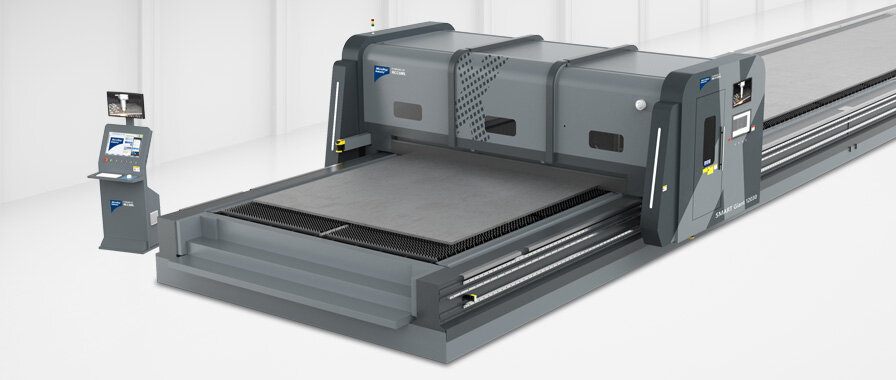 SMART Giant X
SMART Giant X
Der SMART Giant X ist die Großformat-Faserlaseranlage für maximale Effizienz und Autonomie! Ausgestattet mit einem 12–60 kW Laser ermöglicht der SMART Giant X präzise Schnitte auch von größeren Materialstärken bei minimalem Bedienaufwand.
-
 TubeLINE
TubeLINE
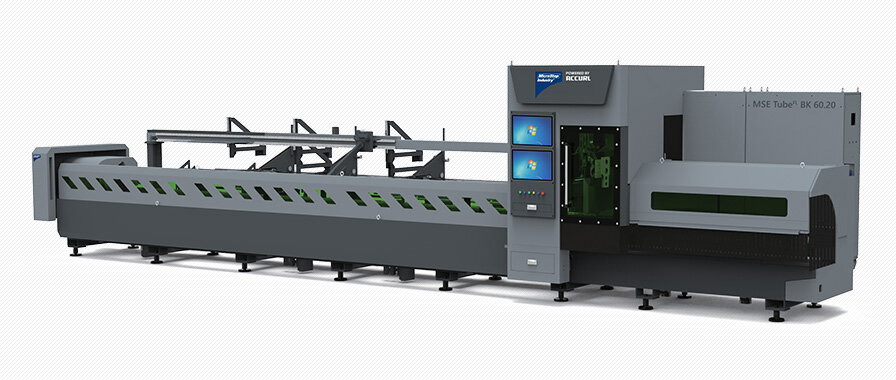 TubeLINE
TubeLINE
Die Faserlaserschneidanlage TubeLINE von MicroStep Europa und unserem Technologiepartner ACCURL ist ein prozesssicheres System für qualitativ hochwertiges und schnelles 2D- und 3D-Laserschneiden von Rohren, Profilen und Trägern. Je nach Ausführung ist ein extrem hoher Automationsgrad und eine Leistung von bis zu 20 kW möglich. So können feinste Konturen und Durchbrüche sowie exakte Fasenschnitte realisiert werden.






-
 MSF Compact
MSF Compact
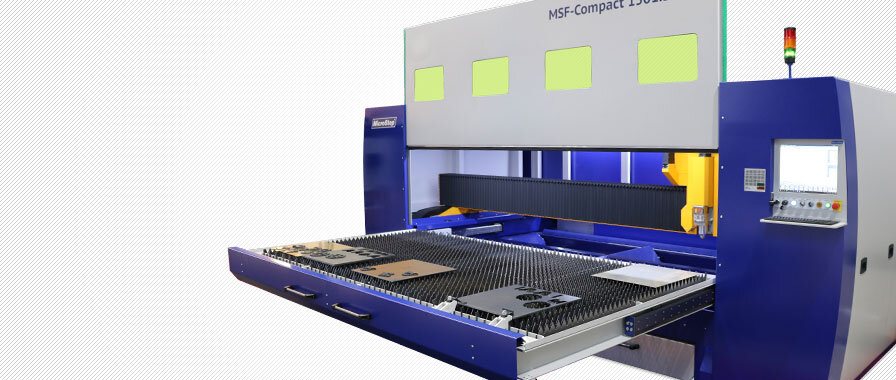 MSF Compact Baureihe
MSF Compact Baureihe
Der MSF Compact vereint präzises 2D-Laserschneiden mit kompaktem Design. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 mm, 1.250 x 2.500 mm und 1.500 x 3.000 mm erhältlich und überzeugt vor allem durch einen geringen Platzbedarf bei gewohnt hoher Schnittqualität. Ein manuell herausziehbarer Schneidtisch ermöglicht dabei ein einfaches und unkompliziertes Be- und Entladen.
-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
Die zuverlässige Faserlaserschneidmaschine für hochpräzise 2D-Schneidanwendungen steht in drei Anlagenformaten mit Laserquellen bis zu 15 kW zur Wahl – inklusive serienmäßig enthaltenem automatischem Wechseltischsystem. Die MSF Cut ist ein leistungsstarke Produktionshelfer, um alle Standardaufgaben der Faserlasertechnologie in hochproduktiver und hochwertiger Ausführung zu erfüllen. Optional kann die Laserschneidanlage weiter automatisiert werden durch MicroSteps Materialhandlingsysteme MSLoad, MSSort und MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro Baureihe
MSF Pro Baureihe
Highspeed und Flexibilität in 3D: der präzise Allrounder MSF Pro ist eine Weltneuheit in Sachen Multifunktionalität. Kein anderes Lasersystem bietet zur Blechbearbeitung ein solches Maß an Fertigungstiefe. Optional lassen sich auch Rohre und Profile schneiden.





-
 MSF Max
MSF Max
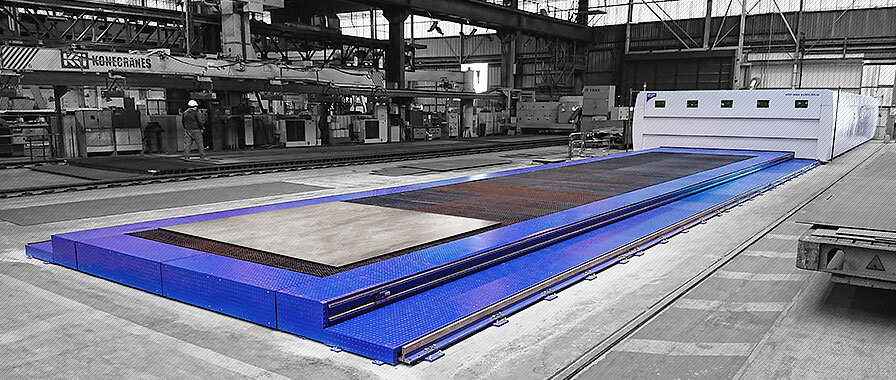 MSF Max Baureihe
MSF Max Baureihe
Der MSF Max ist der Gigant unter den Faserlaserschneidlösungen. Entwickelt zur Bearbeitung von großformatigen Blechen für den Schiffsbau ermöglicht er die präzise 3D-Highspeedbearbeitung von Flachmaterial. Dank mitfahrender Sicherheitskabine steht eine Arbeitsfläche von bis zu 50 m Länge und 6 m Breite zur Verfügung.
 Zubehör
Zubehör Zubehör
ZubehörBei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Laserschneidanlagen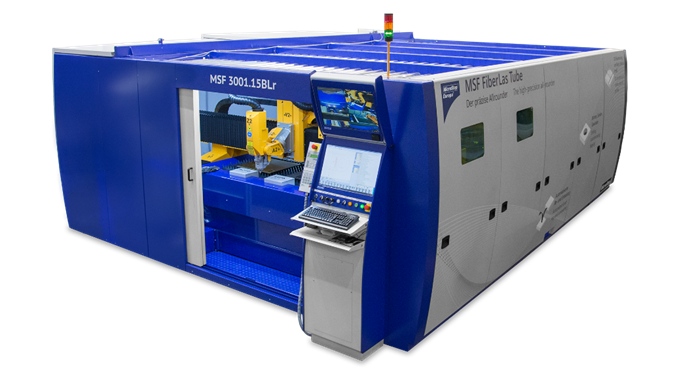 Hintergrundwissen - Laserschneidmaschinen
Hintergrundwissen - LaserschneidmaschinenLaserschneidmaschinen sind die passende Lösung, wenn es um präzisen Zuschnitt bei minimalem Zeitaufwand geht. Hochmoderne Laserschneidanlagen vereinen Präzision, Geschwindigkeit und höchste Multifunktionalität.
-
- Plasmaschneidanlagen
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Kompakt, flexibel und vielseitig: die MasterCut Compact gibt es im Gesamtpaket mit Plasmaquelle und Filteranlage. Das Schneidsystem steht für hervorragende Schnittqualität beim Plasmaschneiden und ist auch mit Fasenschneidkopf zur Schweißnahtvorbereitung erhältlich.
-
 MasterCut
MasterCut
 Die MasterCut Baureihe
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
 MG
MG
 MG Baureihe
MG Baureihe
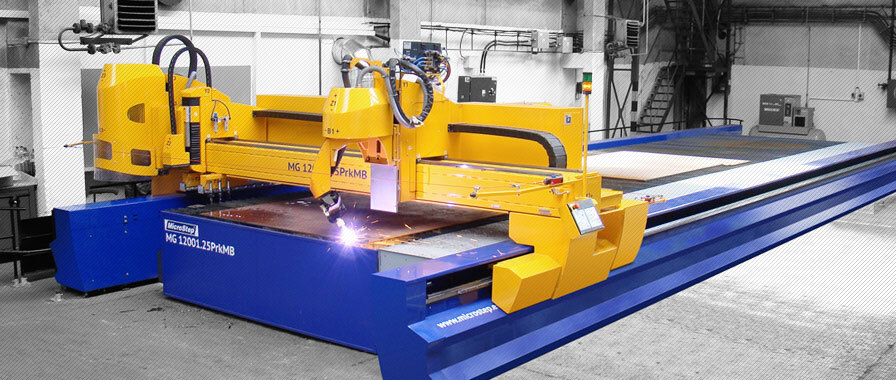
Das Top-Produkt unter den MicroStep-Schneidanlagen. Sie ist für den dauerhaften Einsatz in der Industrie gebaut und erfüllt höchste Anforderungen an Präzision, Leistung und Bedienbarkeit. Die Baureihe MG ist der Alleskönner von MicroStep und Vorreiter der Branche in Sachen Multifunktionalität und Prozesssicherheit.

-
 DRM
DRM
 Die DRM Baureihe
Die DRM Baureihe
Die DRM Baureihe ist der starke Spezialist und dank enormer Fertigungstiefe die Schneidlösung für nahezu jede Aufgabe. Die Plasmaschneidanlage ermöglicht die 3D-Bearbeitung an Blechen, Rohren, Profilen & Behälterböden mit außergewöhnlichen Ausmaßen.

-
 CombiCut
CombiCut
 CombiCut Baureihe
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
-
 DS
DS
 DS Baureihe
DS Baureihe
Die DS Baureihe ist eine automatische zeit- und kosteneffiziente Prozessstraße zur Bearbeitung von Blechen und Profilen. Sie wurde entwickelt, um an Flachmaterial sowie an quadratischen oder rechteckigen Profilen hocheffiziente Bohrungen und Gewinde anbringen und mittels Plasmatechnologie oder Autogentechnologie schneiden zu können.
-
 CPCut & PipeCut
CPCut & PipeCut
 CPCut & PipeCut Baureihe
CPCut & PipeCut Baureihe
Die Schneidlösung für Rohre und Profile wurde für Werkstücke mit großen Durchmessern und Längen entwickelt. Die CPCut & PipeCut Baureihe ermöglicht die 3D-Bearbeitung von Rohren und allen gängigen Profilformen mit Stückgewichten bis 12 Tonnen und kann auch mit mehreren Brennern (Plasma, Autogen) ausgestattet werden.
-
 ProfileCut
ProfileCut
 ProfileCut Baureihe
ProfileCut Baureihe
Die ProfileCut Baureihe ist ein wahrer Allrounder der Trägerbearbeitung. Dank ihrer robusten Bauweise und der großzügigen Bearbeitungsfläche ist die 3D Profil- & Trägerbearbeitung bis 1.000 mm Höhe und 24 m Länge möglich. Der Einsatz des 120°-Fasenschneidkopfs oder eines Bohrsupports garantiert volle Flexibilität.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Plasmaschneidanlagen Hintergrundwissen - Plasmaschneidanlagen
Hintergrundwissen - PlasmaschneidanlagenCNC-Plasmaschneidanlagen überzeugen mit wirtschaftlichen und präzisen Schnitten und sind vor allem bei mittleren Materialstärken konkurrenzlos. Moderne Plasmaschneidmaschinen vereinen Effizienz, dauerhafte Leistungsfähigkeit und Multifunktionalität.
-
- Brennschneidanlagen
-
MasterCut
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
CombiCut
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Brennschneidanlagen Hintergrundwissen - Brennschneidanlagen
Hintergrundwissen - BrennschneidanlagenBrennschneidmaschinen überzeugen durch robusten Aufbau, Präzision und Leistungsstärke bei großen Materialstärken.
-
- Wasserstrahlschneidanlagen
-
 WaterCut
WaterCut
 WaterCut Baureihe
WaterCut Baureihe
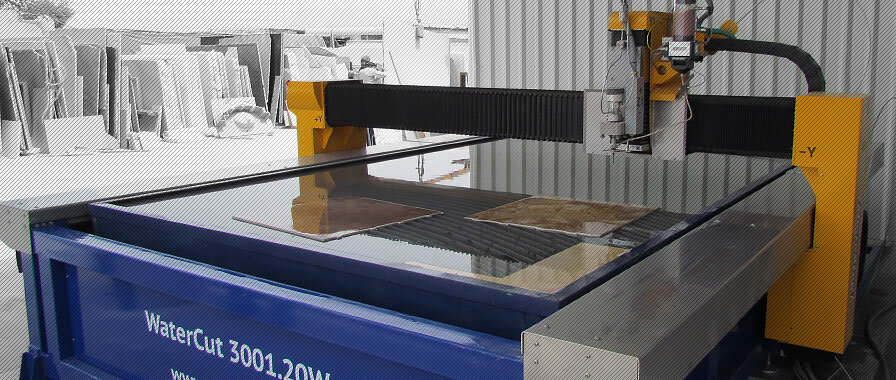
Die WaterCut ist eine hochpräzise, zuverlässige und kompakte Wasserstrahlschneidlösung, die den 2D-und auch 3D-Zuschnitt von nahezu allen Materialien ermöglicht – ohne diese thermisch zu beeinflussen.
-
 AquaCut
AquaCut
 AquaCut Baureihe
AquaCut Baureihe
Höchste Präzision ohne thermische Einwirkung: für diese Schneidanforderungen beinahe aller Materialien wurde die Wasserstrahlschneidanlage AquaCut entwickelt. Die Maschine kann mit einem 5-Achsen Wasserstrahlrotator ausgestattet oder auch mit einer Plasma- oder Bohreinheit kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Wasserstrahlschneidanlagen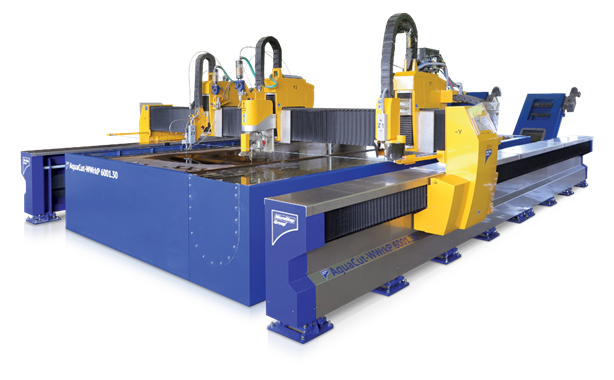 Hintergrundwissen - Wasserstrahlschneidmaschine
Hintergrundwissen - WasserstrahlschneidmaschineWasserstrahlschneidanlagen kommen dann zum Einsatz, wenn thermische Einflüsse auf das Material unerwünscht sind und höchste Präzision gefragt ist. Dabei überzeugen sie mit flexiblen Bearbeitungsoptionen für eine Vielzahl an Schneidaufgaben an unterschiedlichsten Materialien.
-
- Abkantpressen
-
 Genius PLUS X
Genius PLUS X
 NEU: Genius PLUS X Baureihe
NEU: Genius PLUS X Baureihe
Die Genius PLUS X Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL setzt neue Maßstäbe in der modernen Blechbearbeitung. Statt einer klassischen Weiterentwicklung wurde die Maschine von Grund auf neu konzipiert und vereint höchste Leistungsfähigkeit, Präzision und Energieeffizienz. Die neue Maschinenarchitektur bietet eine um 15 % höhere Gesamtsteifigkeit und schafft damit eine erstklassige Grundlage für dauerhaft exakte Biegeergebnisse.


-
 SMART
SMART
 SMART Baureihe
SMART Baureihe
Die SMART Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL bietet eine kosteneffiziente CNC-Abkantpresse mit einer Vielfalt an Funktionen und Optionen. Darüber hinaus lässt sich das Materialhandling zur und von der Anlage in Kombination mit einem Roboter automatisieren.
-
 eB ULTRA
eB ULTRA
 eB ULTRA Baureihe
eB ULTRA Baureihe
Die 100 % elektrische Abkantpresse der Baureihe eB ULTRA von MicroStep Europa und unserem Technologiepartner ACCURL ist wirtschaftlich in der Anschaffung und arbeitet genau und zuverlässig.
-
 EuroMaster
EuroMaster
 EuroMaster Baureihe
EuroMaster Baureihe
Die EuroMaster Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL verfügt bereits in der Grundausstattung über verschiebbare Auflegearme sowie über ACCURL® Qualitäts-Werkzeugklemmungen, Typ PROMECAM. Zudem ist das Materialhandling zur und von der Abkantpresse im Zusammenspiel mit einem Roboter automatisierbar.
-
 Genius GIANT
Genius GIANT
 Genius GIANT Baureihe
Genius GIANT Baureihe
Die Genius GIANT Serie von MicroStep Europa und unserem Technologiepartner ACCURL wurde speziell für große, schwere und anspruchsvolle Biegeaufgaben entwickelt. Bereits in der Grundausstattung verfügt die Baureihe über verschiebbare Auflegearme sowie über ACCURL® Qualitäts-Werkzeugklemmungen vom Typ PROMECAM.
- Hintergrundwissen
Abkantpressen Hintergrundwissen - Abkantpressen
Hintergrundwissen - AbkantpressenBiegetechnologie von MicroStep Industry bietet höchste Präzision und Prozesssicherheit, ist durchgehend mit hochwertigen Komponenten ausgestattet und nahezu vollständig automatisierbar.
-
- Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Lösungen zur Be- und Entladung sowie Lagerung von Blechen bzw. Sortierung geschnittener Teile: Mit den MicroStep Technologien MSLoad, MSTower, MSSort automatisieren Sie Ihre Schneidsysteme und holen so das absolute Maximum aus Ihrer Anlage heraus.


-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalisierung
Digitalisierung Digitalisierung
Digitalisierung
Mit MicroStep-Anlagen sind Sie bereits heute bestens für die vernetzte Fertigung der Zukunft gerüstet. Unsere Experten beraten Sie gerne – Lassen Sie uns den Schritt in die Zukunft gemeinsam gehen!
- Hintergrundwissen
Automation Hintergrundwissen - Automationstechnologien
Hintergrundwissen - AutomationstechnologienAutomationstechnologien sind ein wichtiger Faktor, um Produktionsprozesse effizient zu gestalten. Mit geeigneten Materialhandlingsystemen lässt sich beispielsweise die Auslastung und im Ergebnis der Output einer Bearbeitungsmaschine maximieren.
-
- Expertenwissen






 Your Partner for Cutting, Bending and Automation
Kontakt
Your Partner for Cutting, Bending and Automation
Kontakt

Abkanten | Lösungen für häufige Biegeprobleme
Trotz neuester Technologie und höchster Präzision, können sich je nach Anwendungsgebiet im Zuge des Biegeprozesses unterschiedliche Herausforderungen in Bezug auf Maschinenkomponenten, -einstellungen, Werkzeuge (Stempel und Matrize) und Material ergeben.
Häufig auftretende Biegeprobleme und mögliche Lösungsansätze:
 Problem: Wie wähle ich die richtige Größe der Matrize?
Problem: Wie wähle ich die richtige Größe der Matrize?
Lösung: Als erster Richtwert, um die Matrizenweite zu bestimmen, wird die Materialstärke mit einem Wert von 6 bis 8 multipliziert. Dieser Wert ergibt die V-Öffnung der benötigten Matrize. Wichtig: Die Größe der Matrize bestimmt die Drucklast. Daher ist darauf zu achten, dass der berechnete Druck nicht die Drucklast der gewählten Stempel und Matrizen überschreitet.
- Problem: Der Radius meines Kantteils ist größer als gewünscht.
Lösung: Wird beim Freibiegen der erzielte Radius bei der Herstellung eines Kantteils größer als gewünscht, ist ein Stempel mit kleinerem Radius zu empfehlen. Wenn bereits der kleinstmögliche Stempelradius verwendet wurde, muss eine kleinere Matrize verwendet werden. Hierbei ist zu beachten, dass die Belastung der Werkzeuge nicht überschritten wird.
- Problem: Der Radius meines Kantteils ist kleiner als gewünscht.
Lösung: Ist beim Freibiegen der erzielte Radius bei der Herstellung eines Kantteils kleiner als gewünscht, ist der Austausch des Stempels zu empfehlen. Bei der Wahl des Stempels ist darauf zu achten, dass ein Spitzenradius verwendet wird, welcher geringfügig kleiner ist als der gewünschte Radius, da das Blech beim Freibiegen zurückfedert und sich dabei wieder leicht öffnet. Gleichzeitig ist darauf zu achten, dass eine passende Matrize gewählt wird. Die Matrizenweite sollte als Richtwert etwa dem gewünschten Radius x 2 plus 2 x die Materialstärke entsprechen. Beispiel: Gewünschter Radius = 20 mm; Materialstärke = 2 mm Die Matrizenweite sollte ca. 44 mm sein (20 mm x 2 + 2 x 2 mm)
 Problem: Bei der Kantung entstehen Einkerbungen vom Stempel
Problem: Bei der Kantung entstehen Einkerbungen vom Stempel
Lösung: Besonders bei Werkstücken mit großen Materialstärken oder weichen Materialarten können auf der Innenseite Einkerbungen entstehen, welche eine Schwächung (Sollbruchstelle) des Materials darstellen. Ebenso treten diese Sollbruchstellen bei der Verwendung von zu kleinen Matrizen auf. Generell wird ab einer Materialstärke von 5 mm empfohlen, ein Oberwerkzeug mit einem Spitzenradius von mindestens 3 mm zu verwenden.
 Problem: Ich habe kein passendes Werkzeug für meinen gewünschten Radius.
Problem: Ich habe kein passendes Werkzeug für meinen gewünschten Radius.
Lösung: Ist insbesondere für die Erstellung eines großen Radius kein passendes Biegewerkzeug vorhanden, besteht die Möglichkeit einer Stepkantung. Anstatt einer einzigen Kantung werden bei dieser Vorgehensweise mehrere Kantungen vorgenommen. Hierbei nähert man sich bei der Biegung dem gewünschten Radius an, bis der Endwinkel erreicht wird. Der Radius besteht bei einer Stepkantung aus einer Vielzahl kurzer Flächen wie ein Vieleck – je mehr Kantungen vorgenommen werden, um so runder erscheint der Radius im Endergebnis. Dies ist aus technischer Sicht oftmals eine akzeptable Lösung. Beispielweise für Sichtteile, bei welchen ein homogener Radius benötigt wird, ist diese Vorgehensweise jedoch meist nicht ausreichend.
- Problem: Ich habe Probleme ein U-Profil zu kanten.
Lösung: Zur Kantung eines U-Profils, bei welchem die beiden Schenkel länger sind als die Breite des U-Profils selbst, können so genannte Geißfußwerkzeuge eingesetzt werden. Sollte die Biegung trotzdem nicht möglich sein, kann eine sogenannte W-Kantung vorgenommen werden: Hierbei wird in der Mitte des U-Profils eine Hilfskantung in Form einer Gegenkantung erstellt, welche bspw. 150° beträgt. Nach der Kantung der beiden Schenkel wird diese Gegenkantung wieder so weit zurückgebogen, bis die Fläche wieder gerade ist. Bei dieser Vorgehensweise ist zu beachten, dass immer ein sichtbarer Abdruck der Werkzeuge bleiben wird und die Fläche, je nach Material und Vorbiegewinkel, nicht mehr ganz eben ist.
Kantung U-Profil: FehlermeldungKantung U-Profil mit GeißfußwerkzeugKantung U-Profil: FehlermeldungKantung U-Profil mit W-Kantung - Problem: Wie ermittle ich den korrekten Abzugswert für meine Kantung?
Lösung: Der zu wählende Abzugswert bei einer Kantung ist immer abhängig von der gewählten Materialart, der Materialstärke und der verwendeten Stempel- / Matrizenkombination. Das Innenmaß der Schenkel als Wert zu nehmen, ist nur eine grobe Annäherung an den korrekten Abzugswert. Eine weitere Option ist der K-Faktor beim Konstruieren, welcher zwar eine genauere Bestimmung darstellt, aber immer noch ein Annäherungswert ist. Die exakteste Bestimmung des Abzugswerts erfolgt durch Testkantungen mit den gewünschten Biegewerkzeugen.
- Problem: Die Maße des gekanteten Blechs passen nicht – was kann ich tun?
Folgendes sollte in diesem Fall überprüft werden:
- Passen meine Abzugswerte des Materials zur Werkzeugkombination aus Stempel und Matrize?
- Habe ich bei der Biegung die richtigen Werkzeuge verwendet?
- Stimmt die eingestellte Materialstärke mit der tatsächlichen überein?
- Haben sich die Anschläge durch eine Fehlbedienung der Biegemaschine verstellt oder sind nicht mehr in der richtigen Position?
Zudem sollte bei Anpassungen im Zuge der Kantungen darauf geachtet werden, immer das gleiche Material zu verwenden – unterschiedliche Materiallieferungen können zu unterschiedlichen Kantergebnissen führen.
- Problem: Die Winkel des gekanteten Blechs passen nicht – was kann ich tun?
Folgendes sollte in diesem Fall überprüft werden:
- Habe ich die richtigen Werkzeuge verwendet?
- Stimmt die eingestellte Materialstärke mit der tatsächlichen überein?
- Verwende ich die richtige Materialart?
- Sind die geschnittenen Teile alle beim Schneiden gleich auf der Blechtafel gelegen, oder sind diese um 90° gedreht. Dann liegt es ggf. an den unterschiedlichen Walzrichtungen.
- Problem: Ich habe alles überprüft und habe trotzdem noch Probleme mit dem Maß oder dem Winkel.
Lösung: In diesem Fall empfehlen wir zu kontrollieren, ob sich Schmutz in den Werkzeugaufnahmen oder den Anlageflächen der Biegewerkzeuge befindet. Zudem sollte geprüft werden, ob die Werkzeugaufnahmen oder die Ober- und Unterwerkzeuge der Abkantpresse selbst verschlissen sind oder Beschädigungen aufweisen, welche die Biegepräzision beeinträchtigen können. Generell ist darauf zu achten, hochwertige Biegewerkzeuge zu verwenden, die für das Material geeignet sind.
- Problem: Meine Werkzeugaufnahmen und Werkzeuge weisen Beschädigungen auf.
Lösung: Bei Beschädigungen, welche durch fallengelassene Werkzeuge oder Materialien entstanden sind, können meist selbst überarbeitet werden. Beschädigungen, welche nicht selbst behoben werden können, werden meist durch eine Überbelastung der Maschinenkomponenten oder Biegewerkzeuge verursacht. Mögliche Ursachen und Empfehlungen:
- Bei einer Überbelastung der Stempel während des Biegeprozesses können sich diese verformen und müssen erneuert werden.
- Die Matrizen können bei einer Überbelastung reißen oder brechen und müssen anschließend ebenfalls erneuert werden.
- Bei übermäßigem Verschleiß der seitlichen Flächen der Stempelaufnahme ist es möglich, dass das Werkzeug nicht mehr senkrecht gespannt wird. Dadurch befindet sich der Stempel nicht mehr mittig auf der Kantlinie und das Material wird an einer anderen Position gekantet als gewünscht. Hierdurch verändert sich hauptsächlich das Maß des fertigen Teils, aber auch der Winkel wird beeinträchtigt. Die Werkzeugaufnahme der Kantmaschine muss folglich überarbeitet, eventuell auch ausgetauscht werden.
- Bei übermäßigem Verschleiß der oberen Fläche (Druckfläche) der Stempelaufnahme kann es sein, dass sich nicht mehr alle Stempel auf gleicher Höhe befinden. Dies hat insbesondere Auswirkungen auf den Winkel. In den meisten Fällen ist ein Austausch der Werkzeugaufnahme erforderlich.
- Ein Verschleiß an der unteren Werkzeugaufnahme ist meistens sichtbar. Von schmäleren Matrizen könne Eindrücke in der Oberfläche entstehen. Hierbei ist eine Überarbeitung der Werkzeugaufnahme notwendig, ggf. auch ein Austausch.

- Problem: Das Material bleibt am Biegewerkzeug (meist der Matrize) haften, verursacht einen Widerstand und lässt sich schwer oder gar nicht entnehmen.
Lösung: Dieses Problem tritt oftmals bei Edelstahl, Aluminium und verzinkten Blechen auf. Zu empfehlen ist in diesem Fall eine geeignete Schmierung aufzutragen, um die Reibung zu verringern. In vielen Fällen reicht es bereits aus Öl mit Hilfe eines Tuchs auf die V-Öffnung der Matrize aufzutragen. Die Winkel sollten anschließend mehrfach überprüft werden, da der Schmierfilm sich mit der Anzahl der Kantungen wieder verringern kann.
- Problem: Ich habe Materialanhaftungen an der Matrize durch Abrieb vom Material.
Lösung: Dieses Problem tritt oftmals bei Aluminium und verzinkten Blechen auf. Die Materialanhaftungen werden am besten durch Biegen eines Stahl- oder VA-Bleches entfernt. Es wird dringend davon abgeraten, ein Schleifflies oder ähnliches zu verwenden, da dadurch auch von der Matrize im Bereich des Einlaufradius Material abgenommen wird, was in der Folge zu Winkelfehlern führen kann.
- Problem: Das gekantete Material weist während oder nach der Biegung Oberflächenbeschädigungen auf. Was ist zu tun?
- Es entstehen Risse in der Außenseite des Materials
- Sicherstellen, dass das Material für das Biegen geeignet ist und die empfohlene Zugfestigkeit aufweist.
- Werkzeuge anpassen, um einen größeren Radius zu erhalten. Oft reicht es bereits aus, einen Stempel mit größerem Radius zu verwenden, da die Kerbwirkung auf der Innenseite verringert wird.
- Kratzer, Dellen oder Flecken:
- Biegewerkzeuge regelmäßig reinigen und auf Schäden untersuchen.
- Überprüfen, ob zwischen den gespannten Werkzeugen ein Spalt ist.
- Abdrücke auf dem Material durch die Matrize
- Weichere Werkzeuge (Kunststoffmatrizen) oder Schutzschichten (Biegefolie, Biegetuch) auf den Oberflächen der Matrizen verwenden.
- Es entstehen Risse in der Außenseite des Materials
- Problem: An der Abkantpresse treten ungewöhnliche oder laute Geräusche während des Biegevorgangs auf.
Lösung: In diesem Fall sollten Maschinenkomponenten auf Schäden oder Verschleiß überprüft werden. Zudem ist eine Schmierung aller beweglichen Teile der Biegemaschine zu empfehlen.
- Problem: Ich bin mir unsicher, was es beim Hydrauliksystem meiner Abkantpresse zu beachten gibt.
Lösung: Das Hydrauliksystem einer Kantmaschine sollte regelmäßig überprüft und gewartet werden, um eine Beeinträchtigung der Biegevorgänge zu vermeiden. Öl und Ölfilter sollten regelmäßig gewartet und ersetzt werden, zudem sollten die Ölstände regelmäßig kontrolliert werden. Treten undichte Stellen an der Biegemaschine auf, sollten diese schnellstmöglich repariert werden.
- Problem: Während des Betriebs meiner Kantmaschine tritt eine elektrische Störung oder Unterbrechung auf.
Lösung: In diesem Fall sind elektrische Anschlüsse, Stromkreise und Steuerungen zu überprüfen. Zudem sollte generell darauf geachtet werden, Wartungsarbeiten regelmäßig durchzuführen.
Die Fehlerbehebung bei modernen Abkantpressen erfordert ein Verständnis der Maschinenmechanik, der Materialeigenschaften und der Präzisionseinstellungen. Eine entsprechende Schulung des Bedienpersonals ist daher essenziell, um diesen häufigen Biegeproblemen vorzubeugen und sie gegebenenfalls zu beheben. Zudem sind regelmäßige Wartungen notwendig, um ein effizientes und hochwertiges Abkanten zu garantieren.
 Dieter Märkl
Dieter Märkl
ist im Bereich Service & Support tätig und betreut die vielseitigen Biegelösungen aus dem Portfolio von MicroStep Europa. Im Zuge seiner mehr als 30-jährigen Erfahrung in Theorie und Praxis hat sich der Abkantexperte ein umfangreiches Wissen rund um die Biegetechnologie angeeignet: von der Konstruktion über die Programmierung bis hin zum Biegeprozess selbst und den damit verbundenen Optimierungspotenzialen. Mit seinem reichen Erfahrungsschatz versorgt er Kollegen, Kunden und alle am Abkanten Interessierten, um das Maximum aus den Abkantpressen von MicroStep Europa herauszuholen.











© 2026 Copyright & Page Design by MicroStep Europa - Alle Rechte vorbehalten.

