- Laserschneidanlagen
-
 SMART Compact X
SMART Compact X
 SMART Compact X
SMART Compact X
Die Faserlaserschneidanlage SMART Compact X von MicroStep Europa und unserem Technologiepartner ACCURL bietet einen unkomplizierten und äußerst wirtschaftlichen Einstieg in das 2D-Laserschneiden. Sie ist die perfekte Lösung für Unternehmen, die eine zuverlässige Basislösung für typische Schneidaufgaben suchen – mit Fokus auf ein attraktives Investitionsvolumen.



-
 SMART Cube X
SMART Cube X
 SMART Cube X
SMART Cube X
Die Faserlaserschneidanlage SMART Cube X von MicroStep Europa und unserem Technologiepartner ACCURL ist die ideale Lösung für das kompakte Laserschneiden. Sie vereint Effizienz mit minimalem Platzbedarf und ermöglicht die Produktion von hochpräzisen Teilen. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 bis hin zu 1.500 x 3.000 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 12 kW ausgestattet werden.
-
 SmartLINE X
SmartLINE X
 SmartLINE X
SmartLINE X
Die SmartLINE X von MicroStep Europa und ACCURL ist die leistungsfähige und gleichzeitig preiswerte Wahl für Unternehmen, die präzises und wirtschaftliches 2D‑Laserschneiden in gleichbleibend hoher Qualität benötigen. Mit einer Beschleunigung von 2G und einer Transversalgeschwindigkeit von bis zu 140.000 mm/min verbindet die Baureihe dynamische Bewegungsprofile mit stabiler Prozessführung – ideal für effiziente Schneidprozesse im täglichen Betrieb.
-
 MasterLINE X
MasterLINE X
 MasterLINE X
MasterLINE X
Die Faserlaserschneidanlage MasterLINE X von MicroStep Europa und unserem Technologiepartner ACCURL ist ein ultra leistungsstarkes System für qualitativ hochwertigstes 2D- und 3D-Laserschneiden. Mit einer Beschleunigung von 3G und einer Transversalgeschwindigkeit von bis zu 180.000 mm/min setzt die Anlage in Sachen Effizienz neue Maßstäbe! Die Baureihe ist in Bearbeitungsflächen von 3.000 x 1.500 bis hin zu 8.000 x 2.500 mm erhältlich und kann mit Laserquellen mit einer Leistung von bis zu 60 kW ausgestattet werden.

-
 SMART Giant X
SMART Giant X
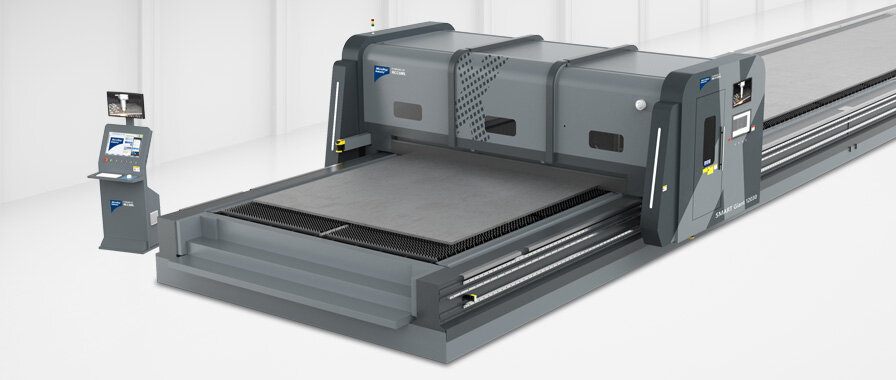 SMART Giant X
SMART Giant X
Der SMART Giant X ist die Großformat-Faserlaseranlage für maximale Effizienz und Autonomie! Ausgestattet mit einem 12–60 kW Laser ermöglicht der SMART Giant X präzise Schnitte auch von größeren Materialstärken bei minimalem Bedienaufwand.
-
 TubeLINE
TubeLINE
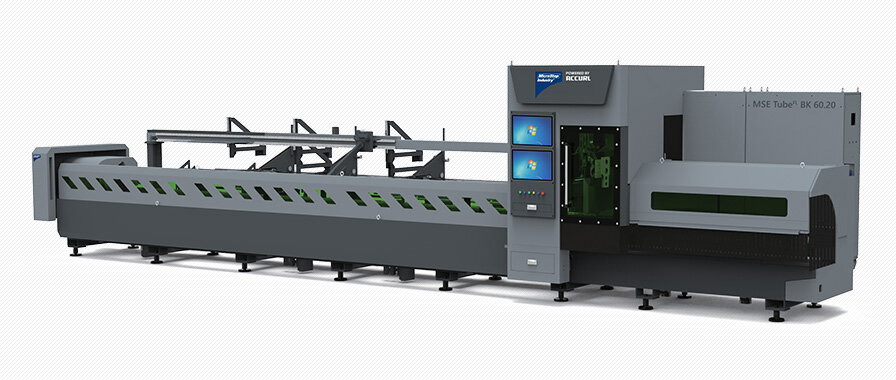 TubeLINE
TubeLINE
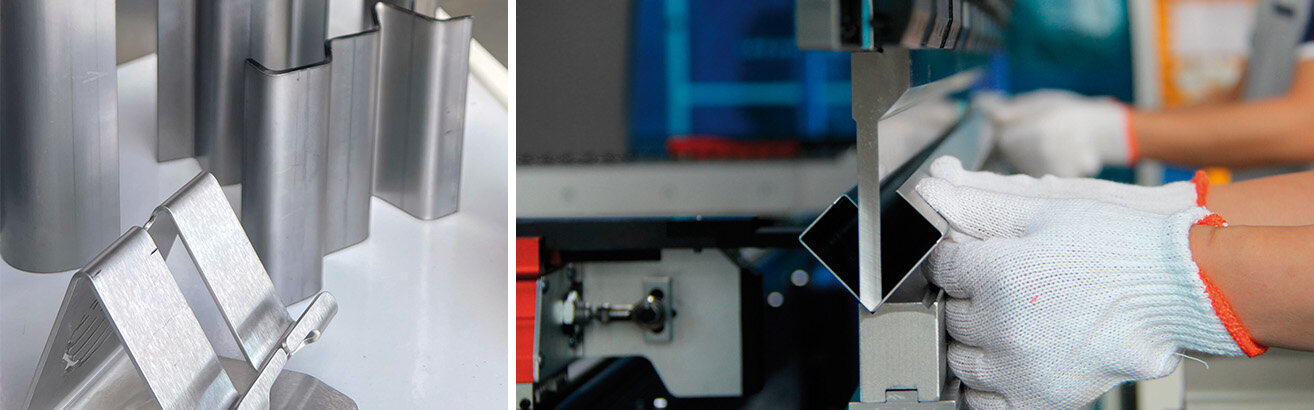
Die Faserlaserschneidanlage TubeLINE von MicroStep Europa und unserem Technologiepartner ACCURL ist ein prozesssicheres System für qualitativ hochwertiges und schnelles 2D- und 3D-Laserschneiden von Rohren, Profilen und Trägern. Je nach Ausführung ist ein extrem hoher Automationsgrad und eine Leistung von bis zu 20 kW möglich. So können feinste Konturen und Durchbrüche sowie exakte Fasenschnitte realisiert werden.






-
 MSF Compact
MSF Compact
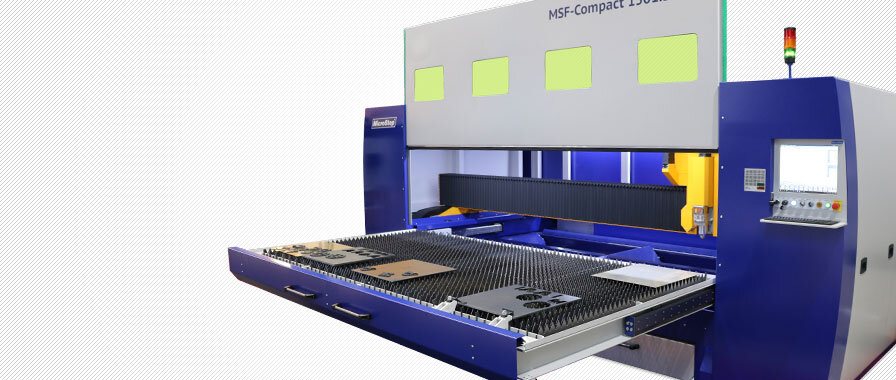 MSF Compact Baureihe
MSF Compact Baureihe
Der MSF Compact vereint präzises 2D-Laserschneiden mit kompaktem Design. Die Baureihe ist in Bearbeitungsflächen von 1.000 x 2.000 mm, 1.250 x 2.500 mm und 1.500 x 3.000 mm erhältlich und überzeugt vor allem durch einen geringen Platzbedarf bei gewohnt hoher Schnittqualität. Ein manuell herausziehbarer Schneidtisch ermöglicht dabei ein einfaches und unkompliziertes Be- und Entladen.
-
 MSF Cut
MSF Cut
 MSF Cut
MSF Cut
Die zuverlässige Faserlaserschneidmaschine für hochpräzise 2D-Schneidanwendungen steht in drei Anlagenformaten mit Laserquellen bis zu 15 kW zur Wahl – inklusive serienmäßig enthaltenem automatischem Wechseltischsystem. Die MSF Cut ist ein leistungsstarke Produktionshelfer, um alle Standardaufgaben der Faserlasertechnologie in hochproduktiver und hochwertiger Ausführung zu erfüllen. Optional kann die Laserschneidanlage weiter automatisiert werden durch MicroSteps Materialhandlingsysteme MSLoad, MSSort und MSTower.
-
 MSF Pro
MSF Pro
 MSF Pro Baureihe
MSF Pro Baureihe
Highspeed und Flexibilität in 3D: der präzise Allrounder MSF Pro ist eine Weltneuheit in Sachen Multifunktionalität. Kein anderes Lasersystem bietet zur Blechbearbeitung ein solches Maß an Fertigungstiefe. Optional lassen sich auch Rohre und Profile schneiden.





-
 MSF Max
MSF Max
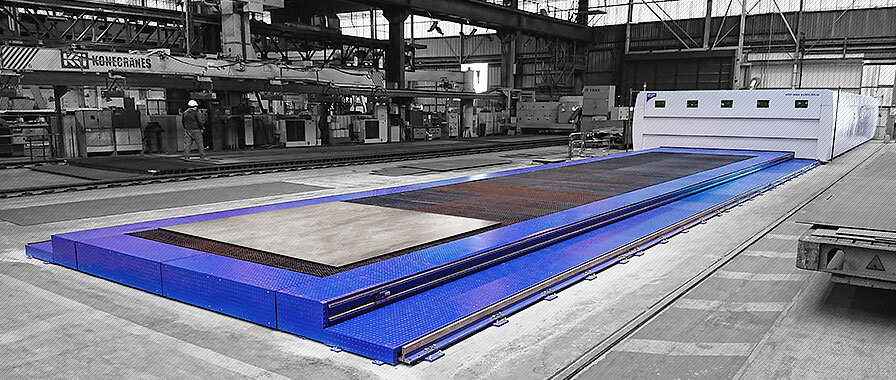 MSF Max Baureihe
MSF Max Baureihe
Der MSF Max ist der Gigant unter den Faserlaserschneidlösungen. Entwickelt zur Bearbeitung von großformatigen Blechen für den Schiffsbau ermöglicht er die präzise 3D-Highspeedbearbeitung von Flachmaterial. Dank mitfahrender Sicherheitskabine steht eine Arbeitsfläche von bis zu 50 m Länge und 6 m Breite zur Verfügung.
 Zubehör
Zubehör Zubehör
ZubehörBei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Laserschneidanlagen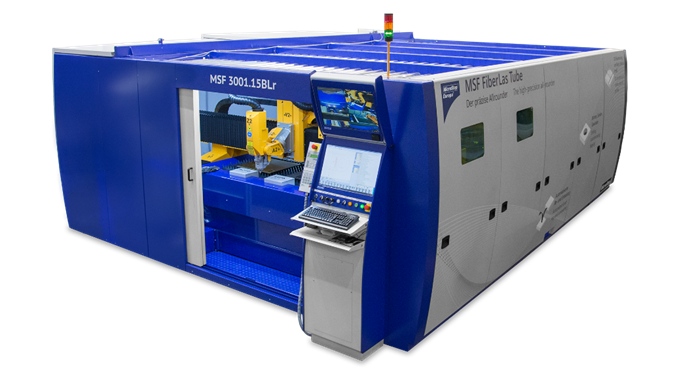 Hintergrundwissen - Laserschneidmaschinen
Hintergrundwissen - LaserschneidmaschinenLaserschneidmaschinen sind die passende Lösung, wenn es um präzisen Zuschnitt bei minimalem Zeitaufwand geht. Hochmoderne Laserschneidanlagen vereinen Präzision, Geschwindigkeit und höchste Multifunktionalität.
-
- Plasmaschneidanlagen
-
 MasterCut Compact
MasterCut Compact
 MasterCut Compact
MasterCut Compact
Kompakt, flexibel und vielseitig: die MasterCut Compact gibt es im Gesamtpaket mit Plasmaquelle und Filteranlage. Das Schneidsystem steht für hervorragende Schnittqualität beim Plasmaschneiden und ist auch mit Fasenschneidkopf zur Schweißnahtvorbereitung erhältlich.
-
 MasterCut
MasterCut
 Die MasterCut Baureihe
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
 MG
MG
 MG Baureihe
MG Baureihe
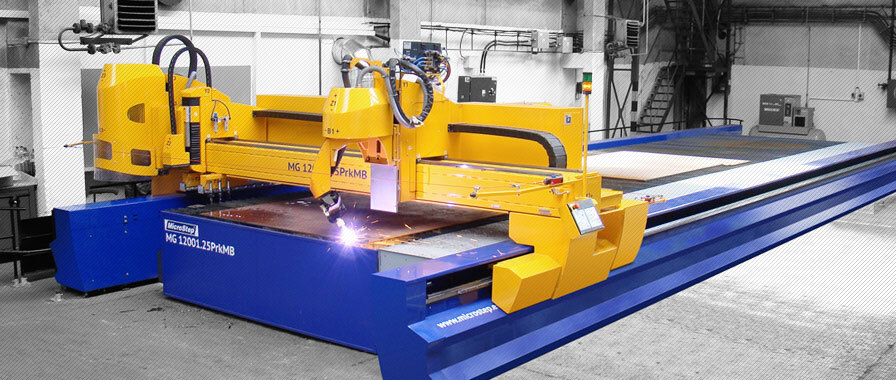
Das Top-Produkt unter den MicroStep-Schneidanlagen. Sie ist für den dauerhaften Einsatz in der Industrie gebaut und erfüllt höchste Anforderungen an Präzision, Leistung und Bedienbarkeit. Die Baureihe MG ist der Alleskönner von MicroStep und Vorreiter der Branche in Sachen Multifunktionalität und Prozesssicherheit.

-
 DRM
DRM
 Die DRM Baureihe
Die DRM Baureihe
Die DRM Baureihe ist der starke Spezialist und dank enormer Fertigungstiefe die Schneidlösung für nahezu jede Aufgabe. Die Plasmaschneidanlage ermöglicht die 3D-Bearbeitung an Blechen, Rohren, Profilen & Behälterböden mit außergewöhnlichen Ausmaßen.

-
 CombiCut
CombiCut
 CombiCut Baureihe
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
-
 DS
DS
 DS Baureihe
DS Baureihe
Die DS Baureihe ist eine automatische zeit- und kosteneffiziente Prozessstraße zur Bearbeitung von Blechen und Profilen. Sie wurde entwickelt, um an Flachmaterial sowie an quadratischen oder rechteckigen Profilen hocheffiziente Bohrungen und Gewinde anbringen und mittels Plasmatechnologie oder Autogentechnologie schneiden zu können.
-
 CPCut & PipeCut
CPCut & PipeCut
 CPCut & PipeCut Baureihe
CPCut & PipeCut Baureihe
Die Schneidlösung für Rohre und Profile wurde für Werkstücke mit großen Durchmessern und Längen entwickelt. Die CPCut & PipeCut Baureihe ermöglicht die 3D-Bearbeitung von Rohren und allen gängigen Profilformen mit Stückgewichten bis 12 Tonnen und kann auch mit mehreren Brennern (Plasma, Autogen) ausgestattet werden.
-
 ProfileCut
ProfileCut
 ProfileCut Baureihe
ProfileCut Baureihe
Die ProfileCut Baureihe ist ein wahrer Allrounder der Trägerbearbeitung. Dank ihrer robusten Bauweise und der großzügigen Bearbeitungsfläche ist die 3D Profil- & Trägerbearbeitung bis 1.000 mm Höhe und 24 m Länge möglich. Der Einsatz des 120°-Fasenschneidkopfs oder eines Bohrsupports garantiert volle Flexibilität.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Plasmaschneidanlagen Hintergrundwissen - Plasmaschneidanlagen
Hintergrundwissen - PlasmaschneidanlagenCNC-Plasmaschneidanlagen überzeugen mit wirtschaftlichen und präzisen Schnitten und sind vor allem bei mittleren Materialstärken konkurrenzlos. Moderne Plasmaschneidmaschinen vereinen Effizienz, dauerhafte Leistungsfähigkeit und Multifunktionalität.
-
- Brennschneidanlagen
-
MasterCut
Die MasterCut Baureihe
Die MasterCut Baureihe ist ein flexibles und robustes 3D-Schneidsystem für nahezu jede Schneidaufgabe. Sie ermöglicht technologieübergreifende Arbeitsprozesse (Flachbett, Rohr- & Profilbearbeitung, Autogen, Beschriften) und besticht durch absolute Zuverlässigkeit auch im Dreischichtbetrieb.
-
CombiCut
CombiCut Baureihe
Die passende Lösung für alle Temperaturbereiche und Umgebungsvariablen stellt die CombiCut Baureihe dar. Vielfältigste Technologien (Mehrbrennerbetrieb, Fasenschneiden, Bohren, Markieren) können an diesem extrem widerstandsfähigen System kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Brennschneidanlagen Hintergrundwissen - Brennschneidanlagen
Hintergrundwissen - BrennschneidanlagenBrennschneidmaschinen überzeugen durch robusten Aufbau, Präzision und Leistungsstärke bei großen Materialstärken.
-
- Wasserstrahlschneidanlagen
-
 WaterCut
WaterCut
 WaterCut Baureihe
WaterCut Baureihe
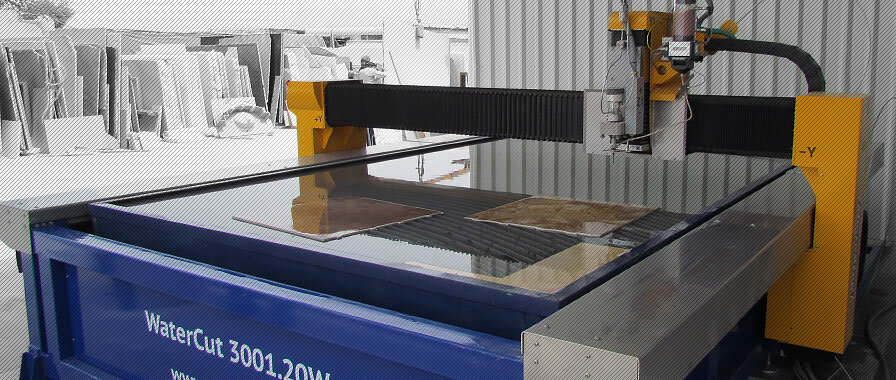
Die WaterCut ist eine hochpräzise, zuverlässige und kompakte Wasserstrahlschneidlösung, die den 2D-und auch 3D-Zuschnitt von nahezu allen Materialien ermöglicht – ohne diese thermisch zu beeinflussen.
-
 AquaCut
AquaCut
 AquaCut Baureihe
AquaCut Baureihe
Höchste Präzision ohne thermische Einwirkung: für diese Schneidanforderungen beinahe aller Materialien wurde die Wasserstrahlschneidanlage AquaCut entwickelt. Die Maschine kann mit einem 5-Achsen Wasserstrahlrotator ausgestattet oder auch mit einer Plasma- oder Bohreinheit kombiniert werden.
- ZubehörZubehör
Bei den für den Betrieb einer Schneidanlage notwendigen Peripherieanlagen empfehlen wir renommierte Hersteller, mit denen MicroStep eng zusammenarbeitet. Gerne sind wir Ihnen bei der Auswahl einer auf Ihre Bedürfnisse und Ihre Schneidanlage zugeschnittenen Lösung behilflich – sprechen Sie uns an, nutzen Sie unser Know-how!
- Hintergrundwissen
Wasserstrahlschneidanlagen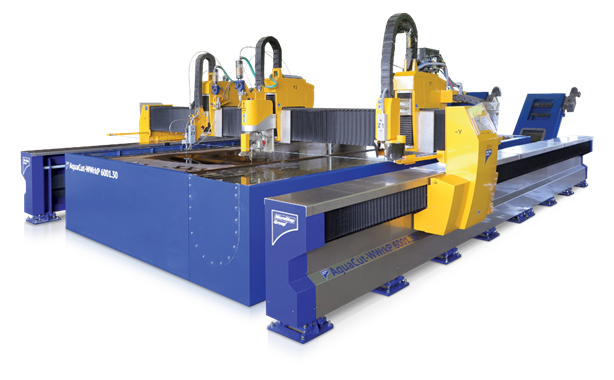 Hintergrundwissen - Wasserstrahlschneidmaschine
Hintergrundwissen - WasserstrahlschneidmaschineWasserstrahlschneidanlagen kommen dann zum Einsatz, wenn thermische Einflüsse auf das Material unerwünscht sind und höchste Präzision gefragt ist. Dabei überzeugen sie mit flexiblen Bearbeitungsoptionen für eine Vielzahl an Schneidaufgaben an unterschiedlichsten Materialien.
-
- Abkantpressen
-
 Genius PLUS X
Genius PLUS X
 NEU: Genius PLUS X Baureihe
NEU: Genius PLUS X Baureihe
Die Genius PLUS X Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL setzt neue Maßstäbe in der modernen Blechbearbeitung. Statt einer klassischen Weiterentwicklung wurde die Maschine von Grund auf neu konzipiert und vereint höchste Leistungsfähigkeit, Präzision und Energieeffizienz. Die neue Maschinenarchitektur bietet eine um 15 % höhere Gesamtsteifigkeit und schafft damit eine erstklassige Grundlage für dauerhaft exakte Biegeergebnisse.


-
 SMART
SMART
 SMART Baureihe
SMART Baureihe
Die SMART Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL bietet eine kosteneffiziente CNC-Abkantpresse mit einer Vielfalt an Funktionen und Optionen. Darüber hinaus lässt sich das Materialhandling zur und von der Anlage in Kombination mit einem Roboter automatisieren.
-
 eB ULTRA
eB ULTRA
 eB ULTRA Baureihe
eB ULTRA Baureihe
Die 100 % elektrische Abkantpresse der Baureihe eB ULTRA von MicroStep Europa und unserem Technologiepartner ACCURL ist wirtschaftlich in der Anschaffung und arbeitet genau und zuverlässig.
-
 EuroMaster
EuroMaster
 EuroMaster Baureihe
EuroMaster Baureihe
Die EuroMaster Baureihe von MicroStep Europa und unserem Technologiepartner ACCURL verfügt bereits in der Grundausstattung über verschiebbare Auflegearme sowie über ACCURL® Qualitäts-Werkzeugklemmungen, Typ PROMECAM. Zudem ist das Materialhandling zur und von der Abkantpresse im Zusammenspiel mit einem Roboter automatisierbar.
-
 Genius GIANT
Genius GIANT
 Genius GIANT Baureihe
Genius GIANT Baureihe
Die Genius GIANT Serie von MicroStep Europa und unserem Technologiepartner ACCURL wurde speziell für große, schwere und anspruchsvolle Biegeaufgaben entwickelt. Bereits in der Grundausstattung verfügt die Baureihe über verschiebbare Auflegearme sowie über ACCURL® Qualitäts-Werkzeugklemmungen vom Typ PROMECAM.
- Hintergrundwissen
Abkantpressen Hintergrundwissen - Abkantpressen
Hintergrundwissen - AbkantpressenBiegetechnologie von MicroStep Industry bietet höchste Präzision und Prozesssicherheit, ist durchgehend mit hochwertigen Komponenten ausgestattet und nahezu vollständig automatisierbar.
-
- Automation
-
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
 MSLoad, MSTower, MSSort
MSLoad, MSTower, MSSort
Lösungen zur Be- und Entladung sowie Lagerung von Blechen bzw. Sortierung geschnittener Teile: Mit den MicroStep Technologien MSLoad, MSTower, MSSort automatisieren Sie Ihre Schneidsysteme und holen so das absolute Maximum aus Ihrer Anlage heraus.


-
 MSLoop
MSLoop
-
 MSFeed
MSFeed
-
 Digitalisierung
Digitalisierung Digitalisierung
Digitalisierung
Mit MicroStep-Anlagen sind Sie bereits heute bestens für die vernetzte Fertigung der Zukunft gerüstet. Unsere Experten beraten Sie gerne – Lassen Sie uns den Schritt in die Zukunft gemeinsam gehen!
- Hintergrundwissen
Automation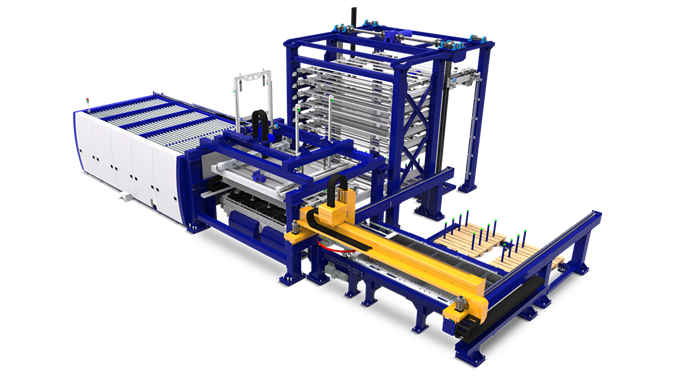 Hintergrundwissen - Automationstechnologien
Hintergrundwissen - AutomationstechnologienAutomationstechnologien sind ein wichtiger Faktor, um Produktionsprozesse effizient zu gestalten. Mit geeigneten Materialhandlingsystemen lässt sich beispielsweise die Auslastung und im Ergebnis der Output einer Bearbeitungsmaschine maximieren.
-
- Expertenwissen






 Your Partner for Cutting, Bending and Automation
Kontakt
Your Partner for Cutting, Bending and Automation
Kontakt
Blechbiegen | Infos zur Abkanttechnik
Die Kraft einer mechanisch, hydraulisch oder elektrisch angetriebenen Presse drückt ein Oberwerkzeug in ein Blech, welches auf einem Unterwerkzeug positioniert wurde. Durch die ausgeübte Kraft wird das Blech in eine gewünschte Form gebogen.
Blechbiegen Historie
Die ersten Biegemaschinen wurden in den frühen 1800er Jahren entwickelt und von Dampfmaschinen angetrieben. Sie dienten zum Biegen von Blechen für verschiedene Zwecke, beispielsweise im Schiffbau und im Bauwesen. Verstärkt wurde der Bedarf an Blechbauteilen insbesondere durch die industrielle Revolution. In den frühen 1900er Jahren wurden die ersten hydraulischen Pressen entwickelt, welche leistungsstärker als dampfbetriebene Abkantpressen sind und somit größere Blechstärken biegen können.
Die ersten CNC (Computer Numerical Control)-gesteuerten Abkantpressen wurden in den späten 1970er Jahren entwickelt. Anfangs waren sie jedoch sehr teuer und wurden nur von großen Herstellern verwendet. Nach und nach sind die Kosten für CNC-Abkantpressen jedoch erheblich gesunken, sodass sie von einer Vielzahl von Herstellern eingesetzt werden können, von kleinen Werkstätten bis hin zu großen Unternehmen. Zudem schreitet die Automatisierung im Bereich der Abkantpressen stetig voran und ermöglicht beispielsweise durch ein automatisiertes Materialhandling eine Entlastung des Bedienpersonals.
Vorteile CNC-Abkanten
- Einfache Bedienbarkeit
- Hohe Genauigkeit und Präzision
- Voll automatisierbar
- Hohe Produktionsgeschwindigkeit
- Kosteneffizient
- Vielseitig einsetzbar

Wirtschaftlich, präzise, zuverlässig – eine CNC-Abkantpresse der EUROMASTER Baureihe von MicroStep Industry

CNC-Abkantpressen von MicroStep Industry bieten höchste Präzision und Prozesssicherheit, sind durchgehend mit hochwertigen Komponenten ausgestattet und nahezu vollständig automatisierbar.
Kann ich Ihnen helfen? Ich stehe Ihnen bei Fragen gerne persönlich zur Seite:

Marco Große-Schütte
Leitung Vertrieb
Telefon: +49 8247 96294 88
E-Mail: vertrieb@microstep.com
Abkantarten
Abkantpressen unterscheiden sich je nach Funktionsweise und Antriebsleistung der Maschine:
- Pneumatische Abkantpressen: Sie verwenden Druckluft zur Erzeugung der Biegekraft und werden in der Regel für leichtere Aufgaben eingesetzt.
- Mechanische Abkantpressen: Diese Biegemaschinen verwenden eine mechanische Kraft, um Energie zu erzeugen und Kraft auf das Metall auszuüben. Sie sind für Biegeanwendungen mit geringem bis mittlerem Volumen geeignet.
- Elektrische Abkantpressen: Diese Maschinen verwenden einen Elektromotor für den Antrieb, welcher eine präzise Steuerung und Energieeffizienz ermöglicht. Elektrische Pressen zeichnen sich durch geringen Wartungsaufwand und einen leisen Betrieb aus.
- Hydraulische Abkantpressen: Diese Pressen verwenden Hydraulikflüssigkeit zur Krafterzeugung und sind in der Lage, eine hohe Kraft auszuüben. Sie eignen sich daher ideal zum Biegen schwerer Materialien und großer Materialstärken.
In der Regel werden CNC-gesteuerte Abkantpressen durch ein hydraulisches oder elektrisches System angetrieben. Welches System sich je nach Anforderungen am besten eignet, kann in einer bedarfsgerechten Beratung eruiert werden. Zudem können Abkantpressen neben der Konfiguration der Antriebskraft auch durch verschiedene Ausstattungsmöglichkeiten an die individuellen Bedürfnisse angepasst werden, um die Produktivität zu maximieren.
Abkanttechnik und Biegeverfahren
Um ein Blech mit einer Abkantpresse präzise zu biegen, muss es zunächst auf der Maschine positioniert und am Hinteranschlag ausgerichtet werden. Der Hinteranschlag gewährleistet im Biegeprozess eine präzise Positionierung der Biegelinie auf dem Blech. Der gewünschte Biegewinkel und -radius, die Position des Hinteranschlags und weitere Parameter werden in der Steuerung der Abkantpresse eingestellt.
Beim anschließenden Biegeprozess kann zwischen verschiedenen Verfahren unterschieden werden:
Die Hauptanwendung einer Abkantpresse liegt in vielen Fällen beim Luftbiegen (Freibiegen). Bei diesem Verfahren drückt das Oberwerkzeug (Stempel) das Werkstück in die Öffnung des Unterwerkzeugs (Matrize), allerdings nicht bis auf den Matrizenboden. Der Biegewinkel wird dadurch bestimmt, wie tief der Stempel in die Matrize eintaucht. Dies erlaubt es, ohne Werkzeugwechsel unterschiedliche Winkel zu biegen.
Ein weiteres Biegeverfahren ist das 3-Punkt-Biegen. Dabei drückt der Stempel das Werkstück bis auf den Matrizenboden durch. Ein Vorteil dieser Biegeart ist die höhere Präzision verglichen mit dem Luftbiegen. Jedoch stellt das Verfahren erhöhte Anforderungen an die zum Einsatz kommende Technik, insbesondere die CNC-Steuerung und die Werkzeuge, und ist daher kostenintensiver.
Ein drittes Verfahren ist das Prägebiegen. Hierbei wird das Material so weit in die Matrize gepresst, bis es an den Wänden der Matrize anliegt und deren Winkel annimmt. Für jeden Winkel wird ein eigener Werkzeugsatz benötigt. Da das Blech mit großem Druck vom Stempel in die Matrize gedrückt wird, ist im Vergleich zum Luftbiegen eine etwa dreifach so hohe Presskraft notwendig.
Anwendungsbereich Abkanten
CNC-Abkantpressen sind vielseitig einsetzbar und daher in einer Vielzahl von Branchen weit verbreitet, darunter:
- Automobilindustrie: Produktion von Karosserieteilen, Rahmen, Halterungen und weiteren Komponenten für Pkw und Lkw
- Luft- und Raumfahrt: Herstellung von Flugzeugkomponenten, wie Rumpf und Tragflächen
- Elektroindustrie: Herstellung von Metallschränken und -gehäusen
- Baugewerbe: Herstellung von Metallteilen für Gebäude und andere Konstruktionen
- Verarbeitende Industrie: Herstellung verschiedener Produkte, wie Haushaltsgeräte, Möbel, medizinische Geräte und mehr
Das könnte Sie auch interessieren:

ERLEBEN SIE UNSERE ANLAGEN LIVE
im CompetenceCenter Süd oder Nord
- Alle vier Schneidtechnologien (Laser, Plasma, Autogen, Wasserstrahl)
- Innovative Automationssysteme
- Neuste Lösungen zum Biegen und Entgraten
- Industrie 4.0 Demofabrik
- Gut zu erreichen: im Süden und Norden Deutschlands

FAQ: Wir beantworten Ihre Fragen zum Abkanten
Was ist eine Abkantpresse?
Eine Abkantpresse ist eine Maschine, die in der Metallverarbeitungsindustrie zum Biegen von Blechen eingesetzt wird. Durch die Kraft der Presse wird ein Oberwerkzeug (Stempel) auf ein Blech gesenkt, welches auf einem Unterwerkzeug (Matrize) positioniert wurde, um es so in eine vorher festgelegte Form zu biegen. Abkantpressen gibt es in vielen verschiedenen Größen und Konfigurationen, von kleinen manuellen Maschinen bis hin zu großen automatisierten Systemen. Dies ermöglicht ein breites Spektrum an Anwendungsmöglichkeiten.
Was versteht man unter einer CNC-Abkantpresse?
CNC-Abkantpressen biegen Bleche mit Hilfe von CNC-Technologie (Computer Numerical Control) in die gewünschte Form. Die Computersteuerung ermöglicht dabei einen schnellen, effektiven und präzisen Biegeprozess mit exakten Winkeln und Abmessungen. Eine CNC-Abkantpresse arbeitet in der Regel mit hydraulischer oder elektrischer Kraft und eignet sich sowohl für die Herstellung weniger mitunter komplexer Teile und Komponenten sowie als auch für Produktion einer großen Anzahl identischer Teile. Zudem sind sie sowohl was die Grundkonfiguration als auch was die Werkzeugwahl angeht in hohem Maße individuell auf die Nutzungsbedürfnisse anpassbar und können so ein breites Spektrum an Materialarten und –stärken bearbeiten.
Aus welchen Hauptbestandteilen besteht eine Abkantpresse?
Für einen funktionierenden Biegeprozess müssen verschiedene Komponenten einer Abkantpresse zusammenarbeiten:
- Maschinenrahmen: Strukturelle Stütze der Abkantpresse aus hochfestem Stahl, um den beim Biegeprozess auftretenden Kräften standzuhalten
- Oberwange mit Oberwerkzeug (Stempel): Mit diesem hydraulisch oder elektrisch angetriebenen Teil wird Kraft auf das Metall ausgeübt, um es zu formen
- Unterwange mit Unterwerkzeug (Matrize): Je nach Öffnungswinkel der auf der Unterwange montierten Matrize, in die ein Blech entlang der Biegelinie vom Oberwerkzeug (Stempel) gedrückt wird, können unterschiedliche Biegewinkel realisiert werden
- Hinteranschlag: Mit dieser Vorrichtung wird das Blech zum Biegen genau positioniert, sodass eine Biegelinie relativ zu Außenkanten bzw. weiteren Biegelinien im Ergebnis wie gewünscht verläuft.
- CNC-Steuerung: Hier können Biegeparameter, z. B. Biegewinkel und Position des Hinteranschlags programmiert werden
Gibt es Unterschiede bei den Abkantwerkzeugen?
Unter Abkantwerkzeugen versteht man den Stempel, welcher sich an der Oberwange der Abkantpresse befindet sowie die sich an der Unterwange befindliche Matrize. Sie bestehen aus hochfestem, gehärtetem Stahl, um der ausgeübten Kraft standzuhalten und sind nicht fest in der Maschine verbaut, sondern können für verschiedene Biegeanwendungen ausgetauscht werden. Sowohl beim Ober- als auch beim Unterwerkzeug gibt es verschiedenste Formen und Größen. Die Auswahl der Abkantwerkzeuge ist entscheidend, um bestmögliche Genauigkeit und Präzision zu erzielen. Zu berücksichtigen ist dabei insbesondere Art, Stärke und Länge des zu biegenden Metalls sowie Form, Radius und Größe der Biegungen. Ein falsches, qualitativ nicht hochwertiges oder nicht richtig angeschlossenes Werkzeug kann Schäden an der Maschine verursachen oder zu fehlerhaften Werkstücken führen.
Kann man mit einer Abkantpresse alle Materialien biegen?
Mit Abkantpressen kann ein breites Spektrum an Materialien, darunter Stahl, Edelstahl, Aluminium, Kupfer, Messing und mehr gebogen werden. Je nach Materialart und -stärke sind unterschiedliche Maschinentypen zu empfehlen sowie verschiedene Werkzeuge und Einstellungen erforderlich. Die Kraft, die eine Abkantpresse aufbringen kann, wird als Tonnage bezeichnet und ist je nach Maschine unterschiedlich. Hydraulische Abkantpressen werden für hohe Kräfte benötigt, bspw. zum Biegen von Stahl während elektrische Abkantpressen generell für geringere Kräfte, bspw. zum Biegen von Aluminium geeignet sind.
Was versteht man unter Blech falzen, Umschlag oder Doppelung?
Als Umschlag, Falz oder Doppelung bezeichnet man beim Abkanten eine Biegung des Blechrands um 180 Grad. Ein Umschlag wird meistens erstellt, um an der Außenkante des Blechs einen Kantenschutz zu erhalten und so ein Verletzungsrisiko zu minimieren. Zudem wird beim Falzen gleichzeitig eine höhere Stabilität des Blechs erzielt.
 Dieter Märkl
Dieter Märkl
ist im Bereich Service & Support tätig und betreut die vielseitigen Biegelösungen aus dem Portfolio von MicroStep Europa. Im Zuge seiner mehr als 30-jährigen Erfahrung in Theorie und Praxis hat sich der Abkantexperte ein umfangreiches Wissen rund um die Biegetechnologie angeeignet: von der Konstruktion über die Programmierung bis hin zum Biegeprozess selbst und den damit verbundenen Optimierungspotenzialen. Mit seinem reichen Erfahrungsschatz versorgt er Kollegen, Kunden und alle am Abkanten Interessierten, um das Maximum aus den Abkantpressen von MicroStep Europa herauszuholen.











© 2026 Copyright & Page Design by MicroStep Europa - Alle Rechte vorbehalten.

